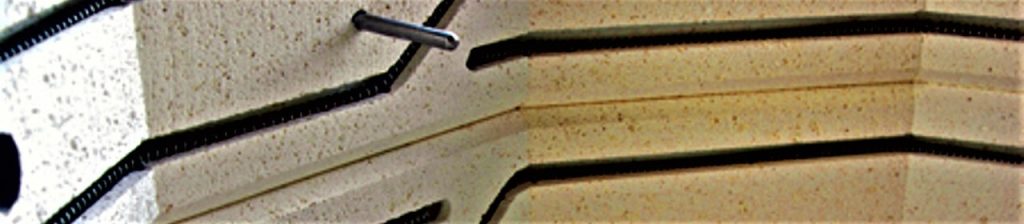
به عمل ذوب شیشهها با رنگها و شکلهای گوناگون و ترکیب آنها درهنگام نرمشدن شیشه فیوزینگ میگویند. این نوع شیشه یکی از شکلهای جذاب و زيبای شيشهی تزئينی یعنی شيشهی فيوزينگ ميباشد. در شيشهی فيوزينگ طرح مورد نظر با برشهايی از شيشه و توسط اعمال حرارت به صفحه اصلی شيشهای فيوز میگردد (به هم متصل میشوند). براي توليد شيشههای فيوزينگ تزئينی كوره، كفی كوره، آستركف و شيشه مورد نیاز است.



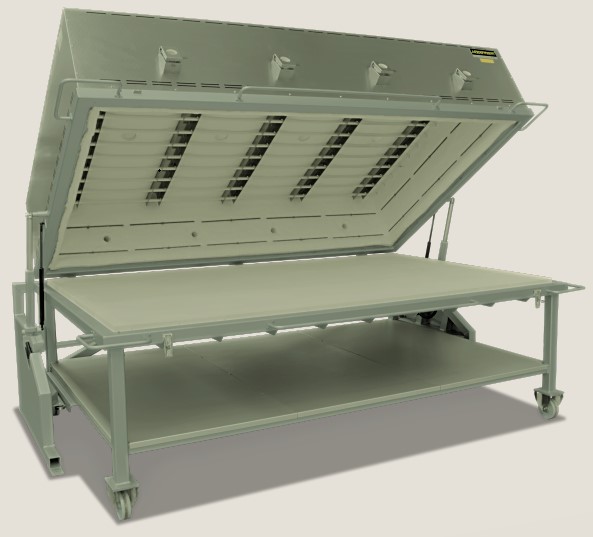
کورههای مخصوص فیوزینگ در دو نوع با پوشش سرامیکی سنتي و نوع جدیدتر ساخته میشود. تفاوت بين كوره سرامیکی و كوره فيوزينگ شيشه در محل المنت است. كوره فيوزينگ دارای اِلِمِنتهای الكتريكي میباشد كه در بالای كوره و در كنارهها و كف كوره قرار دارند. دليل اين امر انتشار يكسان حرارت در تمام سطح شيشه میباشد. كورههای گازی نيز میتوانند به این منظور یعنی برای فيوزينگ مورد استفاده قرار گیرند، اما آنها برای اینکار ایدهآل نیستند.
انواع کوره
المنتهای حرارتی كورههای الكتریکی ممكن است در بالای كوره يا اطراف ديوارههای داخلي كوره باشد. كورههایی كه المنتهای حرارتی آنها بالای كوره قرار دارند، کورههای Top Fired یا حرارت از بالا ناميده میشوند و آن دسته كه المنتهای حرارتی که کنارههای کوره كار گذاشته شدهاند، Side Fired یا حرارت از کنار ناميده میشوند. مكان و نظم المنتهای حرارتی توسط چگونگی حرارت ديدن شيشه تعيين میگردد.
در توليد محصولات فيوزينگ مهمترين عامل شيشههای مخصوص فيوزينگ میباشند كه بايد ضريب انبساط حرارتي متناسبی داشته باشند. از لحاظ فيوزينگ شيشه، اگر دو شيشه بتوانند با هم فيوز شوند، هماهنگ هستند . در اين حالت پس از خنکكردن مناسب تا دمای اتاق، هيچ تنش بيش از اندازهای كه منجر به شكست شود، در قطعه نهايي وجود نخواهد داشت. آزمايشهایی كه براي تشخيص هماهنگی شيشهها وجود دارند، عبارتند از :
1- كشش ريسمان 2- تنش سنجي 3- آزمايش قطعه
به عنوان مثال آزمايش كشش ريسمان خيلي سريع و بدون استفاده از كوره انجام میشود و بر اساس اين واقعيت است كه اگر رشتهای از دو شيشه كشيده شده كه شبيه به هم منقبض نمیشوند، به يكديگر فيوز شوند، رشته خم خواهد شد.


فرآیند فیوزینگ و مراحل آن
شش مرحله در سيكل حرارتي فيوزينگ وجود دارد كه دو مرحله برای گرمايش و چهار مرحله برای سرمايش است:
1. گرمایش اولیه:
مرحلهای است كه شامل حرارت دادن شيشه از دماي اتاق تا درست بالاي دمای نقطه كرنش شيشه ميباشد. در شيشههای رنگی اين دما رنجی از 400 تا 485 سانتیگراد ميباشد . در طول اين مرحله گرمايش در سرعتي درست زير سرعت دمایی كه سبب شكست ميگردد ، شروع ميشود. اين سرعت با اندازه ضخيمترين لايه منفرد از شيشه تغيير میكند. هنگامي كه دما به نقطه كرنش برسد مرحله دوم شروع میگردد.
2. گرمایش سریع
در اين مرحله شيشه فيوز نشده از دمای نقطه كرنش تا دمايی كه در آن لايههای شيشه منفرد تا حد مطلوب فيوز نشدهاند، حرارت داده میشود. اين مرحله از سيكل حرارتی در مقايسه با مرحله قبل خيلي سريعتر میباشد. دمای فيوز به فرمول شيشه و ضخامت آن بستگی دارد. وقتی كه فيوز دلخواه بدست آمد، مرحلهی بعدی شروع میگردد.
3. سرمایش سریع
خنک نمودن شيشه فيوز شده از بالاترين دما كه در طول مرحلهی گرمايش سريع به آن رسيديم تا دماي آنيلينگ را سرمايش سريع گويند. براي مقابله با كريستاليزه شدن، خنك كردن بايد با سرعت خنك شدن كوره مطابقت داشته باشد. هنگاميكه دما به رنج آنيلينگ رسيد (تقريباً 540 درجه سانتیگراد) مرحلهی چهارم شروع میشود.
4. نگهداری در دمای آنیل
در اين مرحله، كوره در يک دمای ثابت (دماي آنيلينگ بهينه) نگهداشته میشود. زمان و دماي نگهداری بستگي به شيشه و ضخامت آن دارد. هنگاميكه دمای شيشه با دمای تاقچه كوره برابر شد و تنشهای ناشي از نابرابری حرارت دادن يا كار مكانیکی برطرف شد مرحله بعدی آغاز میگردد.
5. سردکردن از دمای آنیل
اين دما بين دو دمای نگهداری در آنيل و نقطه كرنش محدود ميشود. تنها زمان جلوگيری از پيشرفت تنش دائمي در قطعة نهايی در طول اين مرحله میباشد.
6. خنکسازی تا رسیدن به دمای اتاق
اين مرحله جهت جلوگيری از شكست میباشد. سرعت حداكثر خنک كردن مجاز برای جلوگيری از شكست بستگي به ضخامت دارد ولي عموماً سريع است. عموماً به كورهها اجازه داده میشود تا به طور طبيعی خنک گردند. زمانها و دماها برای هر نوع شيشه و براي هر ضخامتی متفاوت میباشد.