
فعل و انفعالات انجام گرفته در کوره را میتوان به 4 دسته تقسیم کرد.
1- ذوب (Melting)
2- تصفیه (Refining)
3- همگنسازی مذاب (Homogenization)
4- خنککاری مذاب (Cooling End Or Conditioning)
در ادامه به معرفی هر یک از عملیاتهای بالا خواهیم پرداخت.
ذوب (Melting)

ناحیه ذوب، منطقههای از کوره است که بعد از قسمت داگ هاوس واقع شده است.
لازم به ذکر است که داگ هاوس بخشی از کوره به عرض 6/12 متر و طول 3/2 است که در این ناحیه مواد بر روی سطح حوضچه مذاب به صورت قالیچهای پخش میشوند. در واقع داگ هاوس همان بخش ورود مواد اولیه است. عرض ناحیه ذوب 6/12 متر و طول آن 75/28 متر است. ناحیه ذوب در واقع ناحیههای است که در آن جامد در اثر گرمای دریافتی حاصل از احتراق سوخت در مشعلها، تغییر حالت داده و به مایع تبدیل میشود. در واقع میتوان گفت که ناحیه ذوب، منطقههای است که باید تمام مواد جامد به مذاب تبدیل شوند. در نظر اول ممکن است این تغییر حالت از جامد به مذاب یک فرآیند فیزیکی به نظر برسد اما آنچه مسلم است در جریان این تغییر حالت واکنشهای شیمیایی مختلفی نیز انجام میشود. بنابراین میتوان فرایند ذوب مواد اولیه را یک فرآیند فیزیکی، شیمیایی و شیمی- فیزیکی در نظر گرفت. مذاب شیشه شامل مجموعههای از اکسیدهای مختلف است که در جریان سرد شدن و شکلدهی به صورت ساختار آمورف تبدیل میشوند. با توجه به تغییر حالت مواد از جامد به مذاب، بالاترین دمای کاری کوره در این منطقه قرار دارد. ماکزیمم دمای کوره باید در محدودهای قرار گیرد که به نسوزهای کوره آسیبی وارد نکند.
ناحیه ذوب خود به دو قسمت بلانکت و فلاکس تقسیم میشود.
ناحیه بلانکت به طولی از منطقه ذوب گفته میشود که در آن واکنشهای اولیه انجام میشود. این واکنشها شامل تبخیر آب همراه با مواد، تجزیه کربناتها و همچنین انحلال اولیه سیلیس میشود. ناحیه فلاکس ناحیه ایست که در آن تجزیه سالت کیک (سولفات سدیم)، انحلال و تجزیه باقیمانده ذرات سیلیس و تا حدودی عمل تصفیه انجام میشود. فلاکس معمولاً شیشه حبابدار است و اغلب فوم یا کف نامیده میشود. زمانی که دمای سطح شیشه از دمای تجزیه سولفات سدیم که حدوداً 1440 درجه سانتیگراد است تجاوز کند، فلاکس شکل میگیرد. طول نلحیه فلاکس از طول ناحیه بلانکت کوتاهتر است. افزایش دمای شیشه در ناحیه فلاکس باعث میشود مقدار SO3 اضافی موجود در مذاب که از مقدار تعادلی آن بیشتر است، جوشیده و خارج شود. بنابراین دمای بالاتر فلاکس مساوی است با مقدار SO3 باقیمانده کمتر، در مذاب.
همانطور که قبلاً نیز گفته شد، فلاکس شیشه حبابدار است و باید به منظور تأمین کیفیت شیشه تولیدی، در منطقه شعلهدار شفاف شود.
دو مکانسیم اصلی برای شفاف سازی شیشه در ناحیه فلاکس وجود دارد که هر دو وابسته به حضور شعله در این ناحیه هستند.
1- با توجه به حضور شعله در این ناحیه، دمای مذاب افزایش مییابد و در نتیجه حبابهای موجود در مذاب منبسط شده و بزرگتر میشوند. در نتیجه رشد حبابها، حبابهای بزرگ شده به سمت سطح مذاب حرکت میکنند و پوسته آن نازکتر شده و در نهایت میترکند.
2- کربن یا ذرات دوده در شعله بر روی سطح حباب نشسته و جذب حباب شده و باعث ترکیدن حباب میشود.
آخرین مکانیسم از اهمیت زیادی برخوردار است و از این رو تنظیمات شعله در خط فلاکس (خط کف) بسیار حیاتی است. اهمیت این موضوع در مورد مشعل های گازی بیشتر است، چون از مشعلهای با نازلهای بزرگ برای ایجاد شعلههای با طول بیشتر و درخشندگی بالاتر استفاده میشود.
در واقع میتوان عملیات ذوب بچ را ترکیبی از فرآیندهای زیر دانست.
ذوب: برخی از مواد نظیر کربنات سدیم و سولفات سدیم در اثر گرما به مذاب تبدیل میشوند.
تجزیه: عموماً کربناتهایی نظیر دولومیت و سنگ آهک در اثر گرما تجزیه میشوند و به اکسید کلسیم و منیزیم و گاز CO2 تبدیل میشوند.
واکنش: ترکیب شدن و واکنش دادن سیلیس با کربنات سدیم نمونهای از این واکنشها میباشد.
انحلال: در واقع بیانگر حل شدن سیلیس در مذاب موجود میباشد.
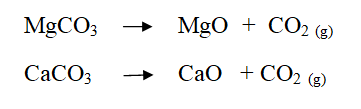
در ابتدای ناحیه ذوب که دما نسبت به سایر نقاط ناحیه کمتر بوده و در محدوده 700-600 درجه سانتیگراد قرار دارد، کربناتها شروع به تجزیه شدن میکنند. به عبارتی در این دما دولومیت (کربنات مینزیم) و سنگ آهک (کربنات کلسیم) تجزیه میشوند که واکنش تجزیه آنها به صورت زیر میباشد.
در همین محدوده دمایی، سیلیس با کربنات سدیم (سودااش) شروع به واکنش میکند. توجه به این نکته ضروری است که در این دما هنوز واکنش در فاز جامد اتفاق میافتد و فاز مایعی شکل نگرفته است. واکنش انجام شده بین سیلیس و کربنات سدیم به صورت زیر میباشد.

مابین دمای 850 تا 900 درجه سانتیگراد، سودااش و سالت کیک ذوب میشوند و واکنش سیلیس با کربنات سدیم سریعتر انجام میشود. در این دما واکنش مابین سیلیس و کربنات در فاز جامد اتفاق میافتد و فاز مایع شکل میگیرد.

در دمای 900 درجه سانتیگراد تجزیه کربنات منیزیم تقریباً کامل میشود و MgO و CaO بدست آمده، با سیلیس و کربنات سدیم واکنش میدهند که این واکنشها به صورت زیر میباشد.

در دمای 950 درجه سانتیگراد، تجزیه کربنات کلسیم نیز با بالاترین سرعت انجام میشود و تا دمای 1050 درجه سانتیگراد، تجزیه آن تقریباً کامل میشود. در دمای بالاتر و تقریباً مابین 1600-1500 درجه سانتیگراد، کل سیلیس ذوب شده و تمام مواد به حالت مذاب تبدیل میشود. لازم بذکر است که ماکزیمم دمای عملیاتی در هر قسمت به مقدار بار ورودی کوره نیز بستگی دارد. نکته قابل توجه در رابطه با کوره این است که، دمای کوره نباید از حدوداً 1700 درجه سانتیگراد تجاوز کند، چون در دمای 1710 درجه سانتیگراد سیلیس ذوب میشود و با توجه به این نکته که جزء غالب نسوزهای کوره از جنس سیلیس است در این دما آجرهای نسوز ذوب شده و کوره آسیب میبیند.
توجه به این نکته ضروری است که بعضی از واکنشهای ناخواسته و نامناسب نیز در حین عمل ذوب در محدوده دماهای مختلف ممکن است اتفاق بیفتد که میتوان به واکنشهای زیر اشاره کرد.
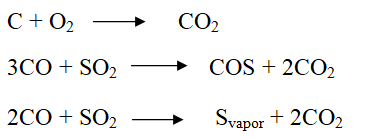
محصولات این واکنشها گازی شکل هستند که میتواند منجر به بروز حباب در مذاب شیشه شود. و از این جهت ناخواسته و نامناسب هستند.
جزء غالب گاز موجود در فضای کوره، بخارآب، N2 و CO2 میباشد که یا بصورت حباب گازی شکل در مذاب وجود دارد و یا بصورت گاز حاصل از احتراق در اتمسفر کوره موجود است. جالب است بدانیم، برای تولید یک کیلوگرم شیشه حدوداً یک متر مکعب گاز در دمای 1500 درجه سانتیگراد تولید میشود. 17% وزن بچ خشک را گاز CO2 ، و تقریباً 4 % بچ را رطوبت تشکیل میدهد.
از آنجایی که تنوع مواد کربناتی در مواد اولیه تشکیل دهنده شیشه زیاد است (مانند کربنات سدیم، دولومیت، سنگ آهک)، بنابراین حبابهای موجود در مذاب کوره اغلب ناشی از گاز CO2 بدست آمده از تجزیه مواد کربناتی است، که بایستی در ناحیه تصفیه حذف گردد.
برای داشتن عملیات ذوب موفق بایستی به نکات ذیل توجه کرد.
1- شارژ بچ، یکی از عوامل مهم در فرایند ذوب است و بر میزان ذوب بچ مخلوط شده، موقعیت ناحیه ذوب، نوسان دمای ذوب، پایداری سطح مذاب شیشه و خط کف و همچنین بر خوب یا بد بودن ذوب و در نهایت بر روی کیفیت و کمیت تولید اثرگذار است. بنابراین سرعت ورود مواد به داخل کوره، در داشتن ذوب موفق و با بازدهی بالا بسیار مؤثر است. محدودیت های طراحی و محدودیت های عملیاتی کوره، اجازه ورود مواد با هر سرعت و شدتی را به داخل کوره نخواهد داد و بایستی توان ذوب کوره برای ایجاد مذاب با کیفیت در منطقه ذوب را نیز در نظر گرفت. از این رو میتوان بهترین سرعت ورود مواد به داخل کوره را حدوداً 5 تا 6 تن در روز به ازای هر مترمربع در نظر گرفت. همچنین بایستی شدت ورود مواد به داخل کوره با ثبات و پایدار باشد تا نظم عملیاتی شکل گرفته در کوره تا حد ممکن ثابت بماند.
2- یکی از عوامل بسیار مؤثر در داشتن ذوب موفق پخش یکپارچه و مناسب مواد بر روی حوضچه مذاب است. به عبارت دیگر باید از انباشتگی مواد بر روی یکدیگر در ورودی کوره جلوگیری کرد. اولین ناحیه بعد از ورود بچ ناحیه تشکیل بلانکت است. ضخامت مواد پخش شده برروی حوضچه مذاب در ناحیه بلانکت میبایست تا حد امکان نازک و به طور عادی کمتر از 100 میلیمتر باشد. مواد در ناحیه تشکیل بلانکت باید به میزان کافی سطح حوضچه مذاب را پوشش دهند تا تابش گرمایی بیشتری دریافت کنند و به این ترتیب فرایند ذوب بهبود یابد. ضخامت بلانکت می بایست در وسط ضخیمتر از لبه باشد.
شارژ مناسب و با کیفیت مواد به داخل کوره، اصطلاحاً Good Logging گفته میشود. یکی از موارد مهم در رابطه با کوره استفاده از سیستم بابلرها در منطقه ذوب کوره است. تجهیزات حبابزنی کف مخزن در نوار داغ کوره (Hot Spot) قرار دارند. سیستم حبابزن با پخش حباب در مذاب، باعث همزدن مذاب شیشه میشود. با این عمل جریان کنوکسیون در مذاب شیشه تقویت شده و دمای مذاب شیشه در کوره، خصوصاً دمای مذاب شیشه در کف مخزن ذوب افزایش مییابد. استفاده از این سیستم همگن سازی
فیزیکی و شیمیایی مذاب شیشه را بهبود میبخشد. این امر برای تولید شیشه رنگی کاملاً مشهود است و زمان تغییر رنگ را کاهش میدهد.
تصفیه
بعد از ذوب مواد اولیه نوبت به حذف حبابهای موجود در مذاب شیشه میشود، که به این عمل تصفیه یا حبابزدایی میگویند. به ناحیهای از کوره به طول 5/16 متر و به عرض 60/12 متر که بعد از ناحیه ذوب قرار گرفته است، ناحیه تصفیه گفته میشود.
تصفیه فرایندی است برای حذف حبابهای گاز از مذاب، که بوسیله رشد حبابها و تجمع و بهم پیوستن آنها و حرکت به سمت بالا، و با جذب سطحی آنها، مادامی که شیشه سرد میشود، انجام میگیرد. توجه به این نکته ضروری است که بخشی از عملیات تصفیه در ناحیه فلاکس منطقه ذوب انجام گرفته، و مابقی حبابها بایستی در منطقه تصفیه، حذف گردند.
عواملی که باعث تصفیه مذاب و حذف حبابها میشوند عبارتند از:
1- رشد حبابهای در حال حرکت نفوذی، که منجر به بالا آمدن آنها به سمت سطح و ترکیدن آنها میشود. (بیشتر در مورد حبابهای بزرگ صادق است.)
2- جمعشدگی حبابهای ریز که در نزدیکی یکدیگر وجود دارند و تشکیل حباب بزرگتر. حرکت حباب بزرگ به سمت سطح باعث حذف حبابهای ریز میشود.
3- رشد و حرکت حبابهای بزرگ به سمت سطح باعث جذب حبابهای زیر موجود در مسیر میشود و در نتیجه از میزان حبابهای موجود در مذاب کاسته میشود.
4- تجمع حبابها در یک منطقه باعث حرکت آنها در اثر نیروی ویسکوز به سمت سطح میشود.
یکی از راهکارهای رایج برای بهبود فرایند تصفیه مذاب، استفاده از ترکیباتی تحت عنوان کفزدا یا تصفیه کننده در مخلوط مواد اولیه مورد استفاده در بچ شیشه میباشد. این ترکیبات با افزایش سایز حبابها در طول مراحل بعدی ذوب ، باعث ترکیدن حبابها و مانع از بروز کف میشوند. در تولید شیشه فلوت، سولفات سدیم (Na2CO3) به عنوان عامل تصفیه کننده یا کفزدا مورد استفاده قرار میگیرد. شیشه مذاب پس از تصفیه تا حدی با گازی که در آن حل شده در تعادل است و در آن لحظه هیچگونه حبابی در آن نیست، اما امکان تشکیل حباب در مذاب وجود دارد. وقتی شرایطی که مذاب شیشه در آن قرار دارد تغییر میکند، مثلاً ترکیبات محیط گازی در کوره عوض میشود، حبابها باز هم در شیشهای که قبلاً تصفیه شده بود ظاهر میشوند. حبابها بسیار ریز هستند و ویسکوزیته مذاب شیشه در چنین رنج دمایی نسبتاً بالا است و از بین بردن آنها بسیار دشوار است. در نتیجه مقدار زیادی از حبابها در مذاب شیشه باقی میماند و شیشه تولید شده تعداد زیادی حباب خواهد داشت. به تشکیل اینگونه حبابها، حباب ثانویه گفته میشود. یکی از نکات بسیار مهم در ناحیه تصفیه، توجه به این نکته است که باید در ناحیه تصفیه از بازجوشش مذاب جلوگیری کرد. بازجوشش فرایندی است که در آن حبابهای گازی جذب شده، دوباره تولید میشود. معمولاً بازجوشش در اثر گرمای مجدد مذاب شیشهای که سرد شده است، و یا از طریق کاهش شیمیایی نسبی شیشه اکسید شده، اتفاق میافتد.
فاکتورهای اصلی و مهم در تصفیه، زمان و مخصوصاً دما هستند.
از آنجایی که دما از اهمیت زیادی برخوردار است، بیشتر عملیات انجام گرفته در کوره، معمولاً روی دمای شیشه در ناحیه تصفیه به عنوان یک پارامتر کلیدی متمرکز میشود. کل مشعلها در ناحیه ذوب قرار گرفته و در ناحیه تصفیه هیچ گونه شعلهای وجود ندارد. در نتیجه طبیعی است که با حذف شعله، که در ناحیه ذوب در تماس با سطح شیشه قرار داشته، دمای مذاب شیشه و همچنین اتمسفر کوره در ناحیه تصفیه کاهش یابد.
عواملی که بر تصفیه تأثیر نامطلوب دارند عبارتند از:
1- دما و ویسکوزیته مذاب شیشه
تأثیر فراوان دما بر نیروی بالا آمدن محتویات گازی به اثبات رسیده است. با افزایش دما، ویسکوزیته کاهش و سیالیت مذاب افزایش مییابد. در بخش تصفیه، سرعت بالا آمدن حبابها بطور واضح کاهش خواهد یافت و به اندازهای خواهد رسید که اگر دمای شیشه مذاب پایینتر از حدی باشد(1430 تا 1370 درجه سانتیگراد)، حبابها نمیتوانند از سطح شیشه مذاب فرار کنند. بنابراین، کنترل دما قبل از نک کوره بسیار اهمیت دارد.
2- تأثیر مقدار کشش و دما بر مدت توقف
مدت توقف به معنای زمان مورد نیاز برای حرکت نوار شیشه از میان ناحیه تحت پوشش شعلهها است که به نیروی کنوکسیون در کوره بستگی دارد. چنین نیرویی با ساختار مخزن ذوب، عمق مخزن، نیروی کشش شیشه و نفوذ انرژی تابشی رابطه معکوس دارد. هنگامی که مقدار کشش افزایش مییابد، مدت زمان توقف برای بچ زیر شعله و مدت زمان توقف برای ذوب شیشه کاهش مییابد. در نتیجه، برای کوتاه کردن زمان ذوب و تصفیه، لازم است که دما را افزایش دهیم.
3- شفافیت شیشه با افزایش مقدار آهن (Fe2O3)، میزان شفافیت کاهش مییابد و در نتیجه نفوذ انرژی تابشی تحت تأثیر قرار گرفته و نفوذ گرمایی کاهش مییابد.
بنابراین، دمای مذاب در لایه بالایی(80 تا 150 میلیمتر) نسبتاً بالااست. دمای نسبتاً بالا در این عمق، نیروی مقاوم در برابر بالا آمدن محتویات گازی را کاهش میدهد. با این حال در زیر لایه بالایی، در مقایسه با مذاب شیشهای با مقدار آهن کمتر، دما پایین است. بنابراین توانایی تصفیه کاهش مییابد.
حدفاصل میان شیشه مذاب حبابدار که در واقع همان فلاکس در ناحیه ذوب میباشد، و شیشه مذاب نسبتاً شفاف که در ناحیه تصفیه بدست میآید، با خط کف مشخص میشود و معمولاً در پورت 5 قرار دارد. اگر ناحیه ذوب به دلیل نزدیکی بسیار خط کف به پایانه شارژ، کوچکتر شود، در صورت وجود کشش بالا، دانههای کواتز که هنوز بطور کامل ذوب نشدهاند از خط کف عبور میکنند، وارد جریان در حال تشکیل میشوند و نواقصی مانند وجود ماسه یا قسمتهای ذوب نشده در سطح شیشه مذاب را ایجاد میکنند. از طرف دیگر، اگر ناحیه ذوب به دلیل دور بودن خط کف از پایانه شارژ وسیع باشد، ناحیه تصفیه و همگنسازی کوچک میشود که در کار تصفیه و همگنسازی اختلال ایجاد میکند و نواقصی مانند موجدار شدن سطح شیشه مذاب را باعث میشود. هرچه میزان سیلیس و آلومین در مواد خام بیشتر باشد، ذوب دشوارتر میشود و خط کف از پایانه شارژ فاصله بیشتری میگیرد. اگر مقدار کمک ذوب یا کالت در بچ افزایش یابد، خط کف به محل شارژ نزدیکتر میشود. بالاتر بودن رطوبت در بچ، باعث جذب گرمای بیشتر و در نتیجه دشوار شدن ذوب و دور شدن خط کف از پایانه شارژ میشود. محل خط کف باید همیشه ثابت باشد. کنترل خط کف به صورت چشمی است و مبنا را عبور نکردن آن از پورت 5 قرار میدهند.
همگن کردن

به سبب تجهیزات نصب شده در نک کوره (Neck)، فرایند همگنسازی در این قسمت انجام میشود. در بعضی منابع به نک، ناحیه Waist نیز گفته میشود. نک، منطقهای از کوره است به طول 7 و عرض 8/4 متر که بعد از ناحیه تصفیه قرار دارد. عرض ناحیه نک از عرض ناحیه ذوب و تصفیه کمتر بوده و عمق آن نیز حدود 20 سانتیمتر کمتر از عمق نواحی ذوب و تصفیه میباشد. مابین ناحیه ذوب و تصفیه، و نک کوره دیواره j شکلی قرار گرفته که تا نزدیکی سطح مذاب پایین آمده است و فضای ناحیه ذوب و تصفیه را از فضای نک کوره جدا میکند. به همین دلیل ناحیه نک را یک ناحیه محصور شده مینامند که برای کنترل جریان مذاب شیشه، خنک کردن مذاب و همچنین به دلیل تجهیزات همگنسازی نصب شده در آن، برای همگن کردن مذاب شیشه طراحی شده است. به دلیل وجود دیوار j شکل مابین منطقه ذوب نک کوره گازهای حاصل از احتراق به سمت نک وارد نمیشوند و به همین جهت به خودی خود ناحیه نک کوره خنکتر میشود. به جهت ذوب کردن مواد اولیه، در منطقه Melting انرژی کافی از طریق احتراق سوخت به کوره تزریق میشود و در نتیجه دمای مذاب شیشه بالا میرود. ولی برای شکلدهی مناسب مذاب بایستی دمای آن پایین آمده و به محدوده مشخصی برسد تا شکلدهی مناسب، انجام شود. به همین منظور از قسمت نک به بعد با پیشروی به سمت انتهای کوره دما نیز کمکم کاهش مییابد.
تجهیزات بکار رفته در قسمت نک کوره شامل لوله آب غوطهور در مذاب شیشه یا اصطلاحاً Waist Pipe، و همزن میشود. Waist Pipe تأثیر قابل قبولی بر روی جریان مذاب شیشه در قسمت نک دارد و با وجود ساختار ساده عملکرد بسیار مناسبی در کنترل جریان و کاهش جریان بازگشتی از قسمت Working end دارد. هرچه بیشتر فرو بردن لوله آب در مذاب دارای مزایای عمدهای از جمله افزایش ظرفیت بار کوره و بهبود کارایی حرارتی خواهد داشت. بهبود کنترل جریان شیشه منجر به حذف واقعی عیوب ناشی از ذوب سیلیس خواهد شد.
با استفاده از این لولههای خنک کننده آب در قسمت نک کوره میتوان به اهداف اصلی زیر دست یافت.
1- کنترل شدت جریانها- کند کردن سرعت جریان پیشران در مجرای خروجی قسمت ذوب، برای اینکه شیشه مذاب بتواند به مدت طولانیتری در ناحیه داغ باقی بماند و تصفیه به خوبی انجام شود. همچنین فلوی برگشتی از قسمت خنک کننده به سمت قسمت ذوب را کاهش دهد.
2- خنککاری- مخصوصاً سطح شیشه
3- جمع کردن مواد خارجی و برطرف کردن آلودگیهای ناشی از بچ
4- مؤثر در بازدهی حرارتی
5- ضروری برای شدت کشش بیشتر از کوره
با عبور آب از درون این لوله علاوه بر خنک شدن سطح شیشه در تماس با آن، ساختار خود لوله نیز مدام خنک شده واز خوردگی و دفرمه شدن آن جلوگیری میشود. همچنین با عبور مذاب شیشه از زیر لوله آب عمل همزدن نیز تاحدی انجام خواهد شد و در نتیجه این کار بچ ذوب نشده، ذرات نسوز جدا شده از کوره و احیاناً سایر مواد خارجی و ذوب نشدهای که ممکن است در مذاب وجود داشته باشد در این محل جمع میشود که بایستی به صورت دورهای خارج و تمیز گردد.
استفاده از همزن آخرین مرحله همگن سازی مذاب شیشه است. توجه به این نکته ضروری است که در صورت استفاده از بهترین سیستمهای همگن سازی، باز نمیتوان شیشهای بدون هیچگونه عیبی تولید کرد و تفاوت فقط در میزان عیوب ظاهر شده در شیشه است. در صنعت شیشه همگن بودن مذاب به کنترل پروسه ذوب مواد وابسته است تا از تولید ریم (Ream) جلوگیری کند. ریم منطقهای از شیشه در محصول نهایی است، که دارای ترکیب متفاوتی نسبت به متوسط ترکیب شیشه میباشد. ترکیب شیشه بر روی ویژگیهای فیزیکی و شیمیایی آن مؤثر است. دو ویژگی مهم شیشه که تحت تأثیر ترکیب آن میباشد عبارتند از شاخص انکساری و ویسکوزیته. بنابراین همگن سازی مذاب شیشه به جهت تولید شیشه با ویژگیهای استاندارد از اهمیت ویژهای برخوردار است.
قبل از شرح عملکرد همزن و اثرات آن، مناسب است تا به بیان علل بوجود آمدن ناهمگنی در شیشه بپردازیم. عوامل مختلف و متفاوتی در ظهور ناهمگنی در مذاب وجود دارد که از آن جمله میتوان به موارد زیر اشاره کرد.
* محدودیتهای اختلاط
* تفاوت بین بچهای مختلف
* تفاوت در منابع تأمین خرده شیشه
* تشکیل کف
* کمبود سودااش
* خوردگی دیواره اطراف
استفاده از همزن در نک کوره برای رسیدن به دو هدف اصلی است.
1- همگن کردن جریان روبه جلوی مذاب
2- خنک کردن مذاب از طریق آب در جریان در همزن و از طریق قرار گرفتن همزن در عمق مذاب
نوع قدیمی همزنهای مورد استفاده در کوره های صنعت شیشه دو شانهای و نوع جدید آن سه شانهای میباشد. همزنهای مورد استفاده به گونهای طراحی شدهاند که آب خنک کننده قابلیت گردش در آن را داشته باشد. در نتیجه چرخش آب در همزن، علاوه بر خنک شدن استراکچر همزن و در نتیجه جلوگیری از خوردگی آن، مذاب در تماس با آن نیز در نتیجه انتقال حرارت کنوکسیونی، خنک شده و در نتیجه باعث بوجود آمدن جریان چرخشی مذاب در اطراف همزن به دلیل اختلاف حرارت بین نواحی مختلف مذاب میشود و در نتیجه مذاب همگن میگردد.
موقعیت همزن و لوله آب نسبت به یکدیگر و همچنین موقعیت و زاویه نصب هرکدام از این تجهیزات، بر عملکرد مناسب آنها تأثیرگذار میباشد. به طور مثال، سطح شیشه باید فقط در بالای سطح شانهای همزن باشد. کولر آبی نباید به همزن خیلی نزدیک باشد، زیرا در این صورت بخشی از مذاب از زیر همزنها عبور میکند و در نتیجه مذاب به خوبی همزده نشده وهمگن نمیشود و احتمال بروز ریم به وجود خواهد آمد.
خنککاری وکنترل فشار کوره
کاهش دمای جریان مذاب تا دمای مورد نیاز در کانال، که مناسب برای ورود به حمام قلع و شکلدهی باشد، در قسمت Working End انجام میشود. ویسکوزیته مذاب برای شکلدهی مناسب و موفق بسیار با اهمیت است. در دمای بالا، مذاب شیشه دارای ویسکوزیته پایین خواهد بود به ویژه در منطقه همگنسازی مذاب، کاهش ویسکوزیته بیشتر خواهد بود، بنابراین برای افزایش ویسکوزیته مذاب بایستی دمای آن کاهش یابد و تا حدود دمای 1100درجه سانتیگراد برسد. توجه به این نکته ضروری است که رابطه دما با ویسکوزیته مستقیم میباشد، یعنی با افزایش دما، ویسکوزیته کاهش و با کاهش دما، ویسکوزیته افزایش مییابد.
بطور کلی کاهش حرارت از مذاب به دو طریق انجام میشود.
1- کاهش ثابت، که در واقع مقدار حرارتی است که از طریق عبور از لوله آب و همزن در قسمت نک و همچنین انتقال حرارت با سازه کوره وآجرنسوزها از مذاب دفع میشود.
2- کاهش متغیر، که مقدار حرارتی است که از طریق هوای خنک کننده در قسمت Working End از مذاب گرفته میشود. شدت جریان هوای خنککننده یا دمای مذاب در کانال ارتباط مستقیم دارد و با یکدیگر در یک لوپ کنترلی قرار دارند. هرچه دمای مذاب در کانال بالاتر از مقدار تعیین شده برای آن باشد، شدت جریان هوای خنککننده در قسمت Working End بیشتر خواهد شد و برعکس.
فشار در قسمت Working End بایستی همواره سنجیده شود تا فشار مثبت در این قسمت همواره تأمین گردد. فشار مثبت خطر یخ زدگی را کاهش میدهد و لوله آب و شکافها و قوسها را از خوردگی بیش از حد محافظت میکند.
بنابراین یکی دیگر از موارد مهم در قسمت Working End کنترل فشار میباشد.
توجه به این نکته ضروری است که برای عملکرد مناسب کوره و داشتن ذوب موفق و در نتیجه حذف بسیاری از عوامل بوجود آورنده عیب در شیشه، پارامترهای بسیاری دخیل هستند که بایستی همگی به خوبی کنترل شوند، تا با تنظیم شرایط عملکردی مناسب کوره، تولید پایدار و با کیفیت را نیز بدست آورد.