فرایند تنش زدایی در محفظه احتراق یا کورههای الکتریکی و یا لهر انجام میشوند. این محفظه تا 200 متر طول داشته و دمای شیشه را به آرامی از 600 درجه به 90 درجه سانتیگراد میرساند. این بخش یک عامل کلیدی در فرایند تولید شیشه است که کشش و کیفیت شیشه را تعیین میکند. در قسمتهای بسته لهر از مبدلهای حرارتی برای جلوگیری از خنک شدن با هوای محیط استفاده میشود.
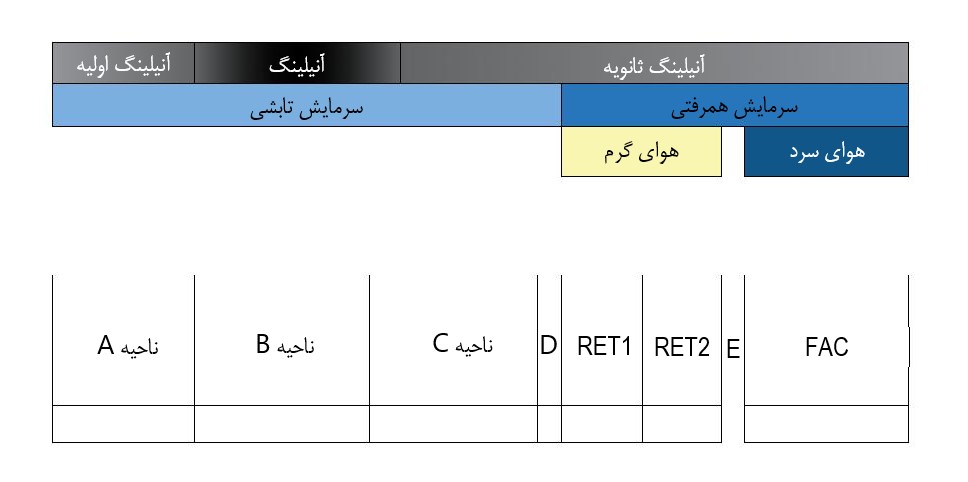
لهر دارای سه ناحیهی (zone) آنیلینگ اولیه، آنیلینگ وآنیلینگ ثانویه است.

ناحیه آنیلینگ اولیه
در این قسمت ریبون از حمام قلع خارج و وارد محفظه لهر میشود که شامل پروفایل دمایی بسیار بالایی است و به دلیل نرمی زیاد توانایی نگه داری تنش را ندارد؛ هدف از این بخش آمادهسازی شیشه برای ورود به ناحیه بعدی است.
ناحیه آنیلینگ
برخلاف ناحیه آنیلینگ اولیه، رفتار ریبون در این بخش شباهت بیشتری به جامدات میدهد که تنش را در خود حفظ می کند. ریبون هنگام خنک کاری منقبض شده و اگر ممانعتی در انقباض آن صورت گیرد، تنش ایجاد میکند.
دراین ناحیه عملیات خنککاری مستقیم شیشه شروع میشود و تنشهایی که تا این لحظه به شیشه وارد شده است تا قبل از برشکاری در آن حفظ خواهد شد که به آن تنش دائمی نیز میگویند. این نوع تنش در دماهای 540 تا 480 درجه سانتیگراد ایجاد میگردد.
ناحیه آنیلینگ ثانویه
ریبون در این ناحیه از دمای 400 به 240 درجه میرسد. ضرورت وجود این ناحیه به دلیل طولانیتر شدن عملیات خنککاری و ایجاد اطمینان از انتقال با دمای مناسب شیشه به انبار است. هنگام یکدست بودن ریبون که مانند یک مادهی جامد الاستیکی عمل میکند، میتوان تنش موقت را بیشتر القا کرد. تنش موقت از تفاوت دمایی در شیشه حاصل میشود؛ این امر در ریبون سبب ایجاد تنشهایی می شود که هنگام خنک شدن ریبون تا رسیدن به دمای محیط از بین رفته و پروفایل دمایی را حذف میکنند.
همانطور که شکلگیری تنش ضخامت به کنترل دما در سراسر ضخامت شیشه بستگی دارد، کنترل تنش کل ناحیه نیز به کنترل دمای شیشه در سراسر عرض ریبون بستگی دارد. لهرها طوری طراحی شدهاند که میزان خنکسازی به کار رفته در شیشه را بتوان در موقعیتهای مختلف در سراسر عرض لهر تغییر داد. از این طریق اپراتور میتواند در هر قسمتی از لهر پروفایل دمایی عرضی را کنترل کند. کنترل دقیق دما منجر به حذف فشارهای داخلی شیشه میشود.

آنیلینگ چیست؟
آنیلینگ شامل کلیه عملیاتهای حرارتی، تنشزدایی و آمادهسازی شیشه بعد از فرآیند شکلگیری میباشد.
عملیات تنش زدایی حرارتی
اگر محصول شیشهای با دمای بالا به سرعت و ناگهانی در محوطهای با دمای سرد قرار گیرد باعث توزیع ناهموار دما در سراسر ریبون و مهم تر از آن شکست میشود؛ این اتفاق به دلیل تفاوت فشار و دمایی بسیار زیاد در سطح داخلی و خارجی شیشه صورت میگیرد.
برای جلوگیری از این حادثه و ایجاد استحکام بیشتر در شیشه، فرآیند تنش گیری یا تنشزدایی انجام میشود که در آن شیشه با یک شیب ملایم و کنترل شده شروع به خنک شدن میکند . این کار باعث کنترلکردن گرمای شیشه شده و یک پروفایل دمایی ثابتی از آن به وجود میآورد که نقش موثری در شکلگیری تنشها داشته و منجر به افزایش مقاومت آن در محیط میشود.
هدف ما از راه اندازی لهر تولید یک ریبون تخت همراه با یک تنش دائم است.
انواع خنک کاری
خنک کاری تابشی
از خنک کاری تابشی در سه ناحیه اول استفاده میشود. هر کدام از این بخشها که دارای طراحی مشابهی هستند از تعدادی سازههای فولادی تشکیل شده که 3 متر طول دارند. هر قسمت از یک باکس بیرونی و یک باکسی درونی ایجاد شده که مستقل از یکدیگر کار میکنند.
خنک سازی همرفتی هوای داغ
در ناحیه آنیلینگ ثانویه که شیشه به میزان زیادی خنک شده، از هوای گرم به عنوان محیط خنک سازی استفاده میکنند که شوک گرمایی را کاهش داده و دستیابی به میزان خنک سازی مورد نیاز را امکان پذیر میکند.
خنک سازی همرفتی هوای سرد
در این قسمت که دمای شیشه تا نسبتا زیادی کاهش یافته است، از هوای سرد برای میزان خنک سازی دلخواه استفاده میکنند که نیازمند حجم هوای بسیار زیادی است.
خنک سازی با آب
روشهای گفته شده تا دمای 90 درجه اثرگذار هستند. مابقی فرآیند از ماشینهای شست و شوی طراحی شده با آب استفاده میشود تا شیشه را بطور ایمن نگهداری کند. در طول فرآیند آنیلینگ، ریبون شیشه بصورت پیوسته روی غلتکهایی که بصورت ردیفی ایجاد شدهاند بارگذاری میشود، رولرهای استفاده شده ترکیبی از استیل استنینیک همراه با رولرهای فولاد کربنی پوششدار آزیستی میباشد. طراحی مفصل رولرها بسیار حساس است. طراحی و استفاده از انواع مختلف رولرها در قسمتهای مختلف لهر به هم مربوط هستند و در برخی از قسمتها به فلسفهی طراحی کلی کف رولر لهر و استراتژی به کار رفته برای استفاده از آن بستگی دارد.
معایب رولر
اکثر معایب رولر از رولرهای فولادی ناشی می شود . بطور کلی معایب این قسمت از آسیب دیدن رولر توسط شکست شیشه و چسبیدن نرمه شیشه به رولر اتفاق میافتد. ماهیت معایب بوجود آمده از طریق رولرها، مطابق با دما و فشار شیشه تغییر میکند. اگر بخواهیم ریبون با حداقل ضایعات و در حالتی که برش آن سخت نباشد، از ناحیهی حمام خروج و به انبار انتقال یابد پس نیاز به یک لهر داریم.