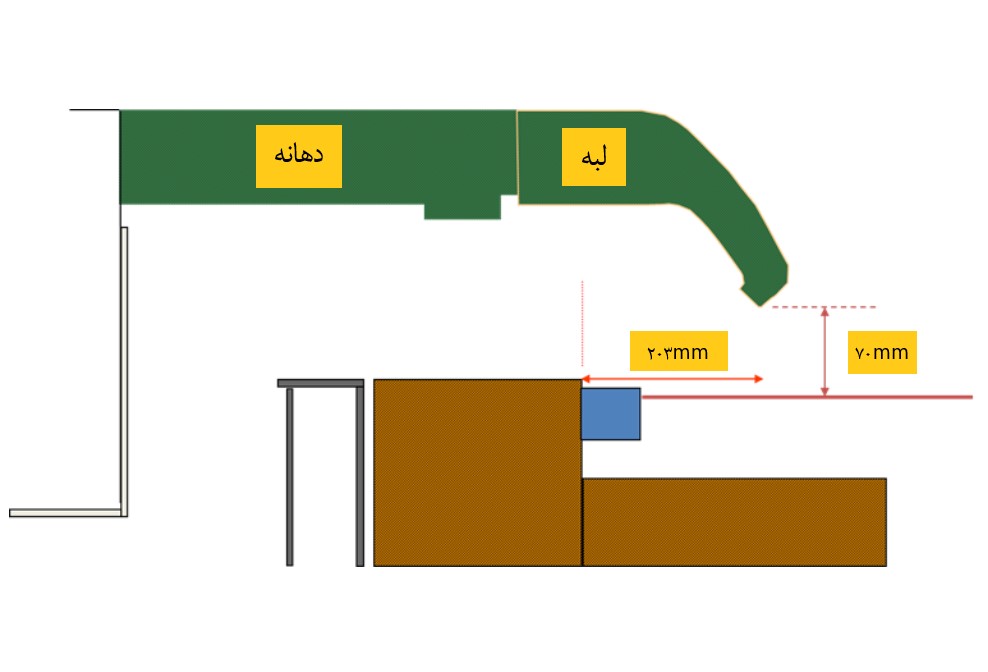
برای هدایت مذاب نامرغوب به سمت کنارهها، باید علاوه بر رعایت فاصله آجر لبه تا سطح مذاب قلع، برخی فاصلههای دیگر نیز رعایت گردد تا مشکلات دیگری از قبیل بروز حباب و یا سرد شدن مذاب در قسمت Wet Back و عدم حرکت مذاب به سمت کنارهها رخ ندهد. در تصویر زیر فاصلههای مربوطه مشخص گردیدهاند.
مذابی که بر روی سطح قلع ریخته میشود، شروع به پهن شدن میکند به طوری که ماکزیمم پهنای مذاب در ناحیه ابتدایی حمام مشاهده میشود. معمولاً ماکزیمم عرض ریبون را با W1 مشخص میکنند. همچنین عرض نهایی ریبون شیشه در قسمت انتهایی حمام (Narrow Section) را با W2 مشخص میکنند.
W2 را معمولاً برحسب عرض محصول مورد نظر تعیین میکنند و با توجه به اینکه W2 عرض ریبون در ناحیههای از حمام است که دما تا حدی کاهش یافته که میتوان شیشه را تقریباً سفت شده در نظر گرفت، در حین تولید نمیتوان مستقیماً با آن بازی کرد. ولی در عوض W1 را میتوان با استفاده از تاپرلرها تحت کنترل درآورد. در حقیقت اولین تاپرلر مشخص کننده W1 است.
همان طور که قبلاً نیز گفته شد، کنترل دمای مذاب شیشه در طول حمام قلع برای شکلدهی مناسب از اهمیت خاصی برخوردار است. به عنوان مثال هنگامی که مذاب به اولین تاپرلر میرسد باید دمای آن 960 درجه سانتیگراد باشد. اگر دما از این مقدار بیشتر باشد، مذاب خیلی داغ و روان است و نمیتوان نیرویی به آن اعمال کرد و تحمل لازم را برای کشش ندارد و همچنین خطر چسبیدن مذاب به دنده تاپرلر و شافت آن وجود دارد. همچنین در صورتی که دما در آخرین تاپرلر از 840 درجه سانتیگراد کمتر باشد، ریبون شیشه سفت شده و لهر نمیتواند یکنواخت عمل کشش را انجام دهد و نازک شدن به صورت پیوسته انجام نمیشود در نتیجه نوار شیشه هم پایدار نبوده و در حمام شروع به تاب خوردن میکند.
فاکتورهایی که بر شکلگیری مؤثر هستند، عبارتند از:
– طراحی حمام قلع
– عمق قلع
– بار ورودی
– دمای کانال و دمای حمام قلع در نواحی مختلف
– تاپرلرها، که شامل موقعیت، تعداد ، سرعت و زاویه آنها میشود.
– خنککاری در ناحیه گرم حمام قلع (حوضچه) یا hot end cooling
– Reheat، ناحیه بعد از حوضچه را منطقه reheat مینامند.
– سرعت لهر
برخی از فاکتورهای فوقالذکر از قبل تعیین شدهاند و برای تولید محصولات مختلف قابل تغییر نیستند. در صورتی که برخی دیگر از این فاکتورها در تولید محصولات با ضخامتهای مختلف و عرضهای متفاوت تأثیرگذار هستند، به این فاکتورها، متغیرهای فرایند گفته میشود که عبارتند از:
1- دما
2- خنککاری منطقه گرم حمام
3- تعداد، موقعیت، سرعت و زاویه تاپرلرها
4- Reheat
با استفاده از این متغیرها میتوان ضخامت و عرض ریبون را کنترل کرد.
در رابطه با نقش دما در شکلدهی مذاب شیشه قبلاً صحبت شد در ادامه در رابطه با سایر متغیرهای فرایند بحث خواهیم کرد.
همانطور که قبلاً نیز گفته شد کنترل دما در داشتن شکلدهی و کشش موفق توسط تاپرلرها، از اهمیت خاصی برخوردار است. حال اگر نتوان در شرایط مختلف دما را به خوبی کنترل کرد، تجهیزاتی در حمام قلع در نظر گرفته شده است تا بتوان کنترل دما را راحتتر انجام داد. یکی از این تجهیزات کولرهای نصب شده در حمام هستند که در صورتی که دمای ریبون از حد مورد نظر بالاتر باشد با استفاده از جریان آب در گردش، از طریق این کولرها مذاب را خنک کرده و دما را کاهش میدهند. کاهش دمای ریبون شیشه توسط کولرها، در پایدارسازی آن در حمام دخیل است.
توجه به این نکته ضروری است که از کولرها زمانی استفاده میشود که بار کشش زیاد است و برای رسیدن به محدوده دمایی مدنظر در موقعیت تاپرلرها بهتر است از کولر استفاده کنیم. برای کنترل دمایی حمام قلع بهتر است که دما و شرایط عملیاتی در کانال نیز به شدت مدنظر قرار گیرد.
Reheat معمولاً در تولید شیشههای نازک نیاز است و این کار عموماً در لبهها انجام میشود. در بیشتر مواقع reheat در موقعیت تاپرلرها انجام میشود و نباید بعد از آخرین تاپرلر این کار انجام گیرد، چون ممکن است شیشه دوباره تمایل داشته باشد به ضخامت 7 میلیمتر برگردد. میزان گرمایش مجدد با بار ورودی به کوره نسبت عکس دارد.
تاپرلرها از 4 طریق بر روی ریبون شیشه و میزان کشش آن تأثیر میگذارند.
1- از طریق سرعت
2- از طریق زاویه تماس با ریبون
3- از طریق موقعیت قرار گرفتن تاپرلرها در حمام و فاصله تاپرلرها نسبت به یکدیگر
4- از طریق تعداد تاپرلرهای مورد استفاده
در ادامه به توضیح مختصری در رابطه با نقش و تأثیر هر کدام از 4 عامل فوقالذکر در تولید شیشه با ضخامتهای مختلف میپردازیم.
در تولید شیشه های کمتر از 3 میلیمتر، بهتر است از SRهای بالاتر استفاده کنیم (SR= W1/W2). در این حالت پهنای ریبون شیشه زیادتر میشود، در نتیجه سرعت تاپرلرها را باید کاهش داد. بنابراین هنگام تولید شیشه نازک سرعت تاپرلرها کاهش مییابد. زیرا در سرعت پایین تاپرلرها، درگیری دندههای تاپرلر با ریبون شیشه مدت زمان بیشتری طول میکشد و در نتیجه کشش اعمال شده به ریبون، مدت زمان بیشتری به طول خواهد انجامید، در نتیجه احتمال جمع شدن ریبون بعد از رها شدن از تاپرلرها کاهش مییابد و شیشه نازکتر تولید میشود. در تولید شیشههای ضخیمتر عکس این حالت اتفاق میافتد. در تولید شیشههای ضخیمتر از 6 میلیمتر، سرعت اولین تاپرلر برخلاف روش تولید شیشه نازک که بین 42 تا 45% سرعت لهر است، بیشتر از سرعت لهر میباشد. هنگامی که بخواهیم شیشه نازک تهیه کنیم (شیشه با ضخامت کمتر از 6 میلیمتر)، جهت تاپرلرها باید به صورت زیر باشد. در حالت عادی اولین جفت تاپرلر زاویه 5-0 درجه دارد و زاویه بقیه تاپرلرها 15-5 درجه است.
تاپرلرها با این زاویه، مذاب شیشه را به جلو کشیده و باعث نازک شدن ریبون میشوند. اما در صورتی که بخواهیم شیشه ضخیم تولید کنیم (شیشه با ضخامت بالاتر از 8 میلیمتر)، جهت تاپرلرها عکس حالت قبل خواهد بود. تاپرلرها در این حالت طوری حرکت میکنند، که مذاب شیشه را به سمت عقب (ابتدای حمام) هل میدهند. در تولید شیشه ضخیم، زاویه نباید خیلی باز باشد و حداکثر 10 درجه است. برای تولید شیشه نازک تعداد تاپرلرهای مورد استفاده افزایش مییابد. جدول زیر بیانگر تعداد تاپرلر مورد نیاز برای تولید شیشه با ضخامتهای مختلف است.
| ضخامت شیشه | تعداد تاپربها |
| 5mm | 1-3 جفت |
| 4mm | 3-4 جفت |
| 2mm | 6-8 جفت |
مشخص کردن تعداد تاپرلرها در تولید شیشه ضخیم کار تجربی است و برای سهولت میتوان از گرافهای تجربی موجود نیز کمک گرفت.
در گسترش اولیه مذاب شیشه بر روی قلع، در ناحیه حوضچه، در میانه مذاب، ناحیه داغتر بوده و در کنارهها سردتر است. بنابراین مذاب شکل محدبی به خود میگیرد که دارای توزیع ضخامت است(اختلاف ضخامت از کناره تا وسط مذاب)، به این پدیده کانتور میگویند. در صورتی که بار کوره بالا باشد ممکن است تحدب بوجود آمده 2 قله داشته باشد.
به طور کلی کانتورها به انواع زیر تقسیم میشوند:
1- U شکل لبه ها از وسط ریبون ضخیمتر هستند.
2- ∩ شکل لبهها نازکتر از وسط هستند.
نحوه برخورد با نوع اول:
– سرعت اولین تاپرلر را کاهش دهیم تا کشش کافی داشته باشد.
– لبهها نازکتر شده و وسط تغییری نمیکند.
– عرض نوار بیشتر میشود.
– برای تثبیت عرض، زاویه تاپرلر را کاهش میدهیم.
نحوه برخورد با نوع دوم:
– سرعت اولین تاپرلر را افزایش میدهیم.
– با افزایش سرعت اولین تاپرلر، لبه ضخیمتر میشود و وسط تغییری نمیکند.
– عرض ریبون کمتر میشود.
– برای جبران کاهش عرض، زاویه تاپرلر را زیاد میکنیم.
– ممکن است تصمیم بگیریم که یک جفت تاپرلر اضافه کنیم.