در این نوشتار، ابتدا نحوهی کار الماس و چگونگی ایجاد شکاف میانی را بررسی خواهیم کرد. سپس به زاویهی نوک الماس، قطرآن، سرعت روغنکاری و آسیبهای معمول ایجادشده به واسطهی عمل برشزنی میپردازیم.
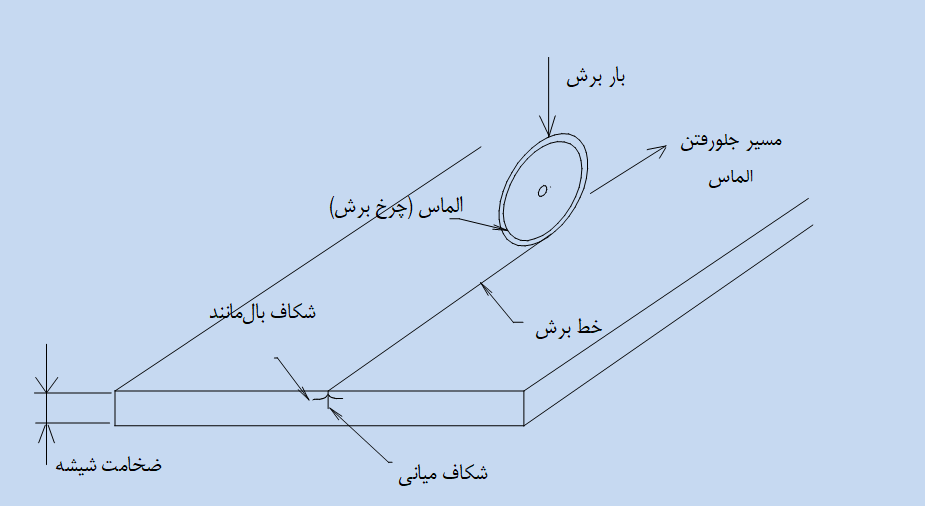
برای برشزنی، جداکردن و ایجاد اندازههای گوناگون در شیشهها باید در شیشه شکافی ایجاد شود. این شکاف توسط الماس یا چرخ برش ایجاد شده و تا قسمتی از ضخامت شیشه ادامه پیدا میکند. شکل زیر شکاف میانی تولیدشده توسط الماس را به نمایش گذاشته است.
عمق و کیفیت شکاف میانی وابسته به چندین گزینه است:
- زاویهی نوک الماس
- قطر الماس
- سرعت برش
- روغنکاری (گریسکاری) خطبرش
زاویهی نوک الماس
در هنگام خطزنی شیشه باید از نوک الماسی با زاویهی مناسب استفاده شود، استفاده از الماسی با زاویهی بیشتر یا کمتر از آنچه ایدهآل است، میتواند مشکلاتی ایجاد کند.
- زاویهی بسیار تند (یعنی الماسی بران و نوکتیز) باعث ایجاد شکافهای ناخواسته یعنی شکافهای بالمانند میشود.
- زاویهی بسیار باز (یعنی الماسی با نوکی پهنتر) نیاز به بار برش بیشتر دارد و میتواند در هنگام تولید شیشهی کم ضخامت از قطر شیشه عبور کند و ریبون را قبل از رسیدن به اسنپر دونیم کند.
درنظر داشته باشید که بار برش بیش از حد میتواند باعث گیرافتادن الماس، برش نامطلوب، لبپرانی و مشکلات دیگری شود. روی هم رفته باید از الماسی استفاده شود که زاویهی نوکش مانع ایجاد شکافهای بالمانند شود و همچنین خطزنی مناسبی روی بیشتر شیشهها داشته باشد.
قطر چرخ برش
قطر الماس (چرخبرش) بر عمق شکاف میانی موثر است. هر چه قطر الماس بیشتر باشد، بار برش نیز باید بیشتر باشد تا شکافی با همان عمق تولید کند.

سرعت برش
با افزایش سرعت برش، عمق برش میانی از برشی کمعمق در سرعت پایین به برشی عمیقتر در سرعتهای بالا میرسد و پس از سرعتی خاصی ثابت میماند. {توجه داشته باشید که این اختلاف عمق در حد چند میلیمتر است.} معمولا، الماسی با زاویهی 134 درجه در سرعت 100 متر بر ساعت به ما شکافی به عمق 0.175 میلیمتر میدهد، افزایش سرعت به 1500 متر در ساعت به ما عمقی برابر 0.225 میلیمتر میدهد. (در بارِ برشِ ثابت 5 پوند). اندازهگیریهای آنلاین با ذرهبین معمولی عمق شکافِ یک خطبرش ایدهآل (اسنپ ایدهآل) را تقریبا 0.2 میلیمتر تا 0.3 میلیمتر برآورد میکنند.
ایجاد شکافهای بال مانند
یکی از محصولات ناخواستهی خطاندازی شکافهای بالمانند هستند.
شکاف بال مانند، در اصل شکافی جانبی است که توسط الماس ایجاد شده، این شکافهای ناخواسته، تقریبا عمود بر شکاف میانی و موازی با سطح شیشه هستند.
وقتی از الماسی در بار برش مطلوب و با زاویهی تند استفاده شود، بی درنگ شکافهای بال مانند ایجاد میشوند. در شکل بالا پخششدن شکافهای بال مانند در بدنهی شیشه مشخص شده است. شکاف بال مانند در زمان خطزنی از سطح شیشه جدا میشود و در هنگام دونیم شدن شیشه (اسنپینگ) به شیشههای تقسیمشده میچسبد. بزرگترین مشکل اینجاست که جداکردن آنها با کاردک هوایی ناممکن و توسط کنترل کیفیت و مشتری غیرقابل قبول انگاشته میشوند.
اگر این تکههای جداشدهی شیشه که قبل از این، برش بال مانند نامیده میشدند روی دستههای شیشه باقی بماند، در زمان حمل و نقل و جابجایی باعث خراشیده شدن شیشه میشوند. مهم است که از الماسی با زاویهی نوکی استفاده کرد که دامنهی بالایی از مقادیر بار برش را پوشش بدهد و همزمان شکافهای بال مانند ایجاد نکند.
زاویهی انتخابشدهی نوک الماس نباید در اندازهایی باشد که نیازمند به بار برش بالا باشد و پایان این باعث برش خوردن (دونیم شدن) ریبون شود. زاویهی 144 درجه تمام موارد بالا را رعایت میکند. بار برش مفید در این زاویه از 5 پوند تا 16 پوند است و شکافهای باله مانند نیز بسیار کند انتشار مییابند. از این زاویه میتوان برای همهی مواد از 2 میلیمتر تا 6 میلیمتر استفاده کرد.
برای برش هرچیزی بالاتر از 6 میلیمتر، باید از الماسی با زاویهی 150 درجه و با بار برشی بیشتر استفاده کرد.
اثرات روغنکاری
روغنکاری خط برش به دلایل زیر انجام میشود:
- مانع رخنهی رطوبت به خطبرش میشود.
- سرعت رشد شکاف های بال مانند را کاهش می دهد.
- بار خطزنی را کاهش می دهد.
- باعث روانشدن و حذف خرده ذرات الماس، محور و دستگاه مونتاژ میشود.
- سیستم PPCAB (Pillar Post Castor Action Bearing) را روغنکاری میکند.
روغنی که از آن برای روغنکاری استفاده میشود باید:
- دربرگیرندهی هیچ رطوبتی نباشد.
- شستشویش آسان باشد – مخصوصا برای مشتری.
- امکان اعمالش به صورت مجزا وجود داشته باشد – حداقل اضافات را بر روی شیشه به جای بگذارد – تا لحظهی دونیمشدن شیشه به خوبی روی خط برش بماند.
- مشکل محیطزیستی ایجاد نکند.
مشکلات برش
بررسی خطزنی و اسنپینگ اولین گام برای آنالیز دلایل ایجاد آسیبهای گوناگون در لبهی شیشه است. در بیشتر موارد، شناخت دلیل ایجاد آسیب، منجر به پیداکردن درمان نیز میشود. معمولا این آسیبها با موارد زیر رابطه دارند:
- استفاده از ابزارآلات کمبازده
- همراستا و همتراز نبودن دستگاههای گوناگون مربوط به برشزنی (خطزن، اسنپر و…)
- زمانبندی نادرست خطزن و اسنپر
- تنشزدایی ضعیف در لهر
- آموزش ضعیف یا غیرمستمر اپراتور
در مقالهبعدی به عیوب و آسیبهای معمول لبهی شیشه که در فرآیند خطزنی ایجاد شده خواهیم پرداخت.