ریژنراتور و سیستم ریورسال
هدف اصلی از قراردادن ریژنراتور در طرفین کوره بازگرداندن حرارت حاصل از گازهای احتراق و پیشگرم کردن هوای احتراق است. ریژنراتورها سازهایی در اطراف کوره هستند که بسته به ظرفیت کوره دارای چندین زوج پورت میباشند. در هر کدام از این پورتها تعدادی مشعل قرار میگیرد. مشعلها حرارت مورد نیاز برای ذوب مواد اولیه را تامین میکنند. ریژنراتورها به دلیل قرارگیری مشعلها در پورت تقریبا کل منطقهی ذوب را پوشش میدهند. در طراحی ریژنراتور از آنجایی که طول آن با طول منطقه ذوب برابر است، تنها متغیرهای دیگر عرض و عمق چکرها است. مدلسازیهای بر پایهی تجربه نشان میدهد که ریژنراتورهای باریک و بلند از نظر بازدهی حرارتی بسیار مناسبتر از ریژنراتورهای کوتاه و عریض هستند.
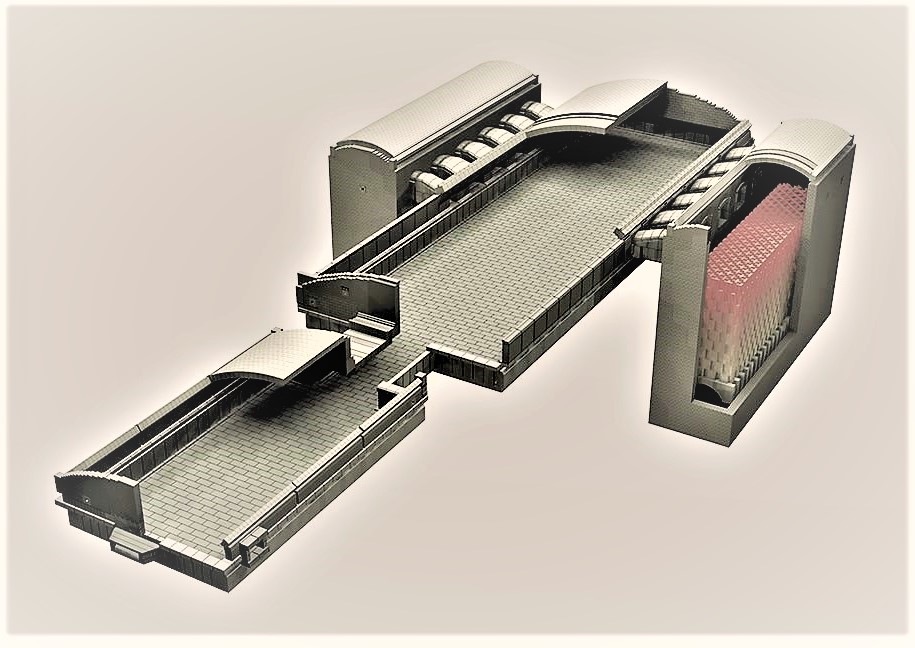
در کورههای با سیستم ریورسال در یک بازهی زمانی مشخص مشعلهای روشن یک سمت از کارافتاده و مشعلهای خاموش مقابل روشن میشوند و این چرخه همواره تکرار میشود. گازهای حاصل از احتراق از ریژنراتور روبرویشان خارج میشوند. در ریژنراتور گرمای گازها از میان شبکههای آجری عبور میکند و در نتیجه آجرها را داغ میکند. در ریورسال بعدی که جای مشعلهای روشن و خاموش را عوض میکند، هوای از میان این آجرها عبور کرده و به این ترتیب پیشگرم میشود. مجموعا یک ریژنراتور کنترل هوای لازم برای احتراق را بر عهده دارد و باعث میشود کوره عملکرد و انعطافپذیری بیشتری داشته باشد.

ویست پایپ (لوله خنککاری)
از این لولهها به سه منظور استفاده میشود: 1. کنترل بعضی از جریانهای ناخواسته در کوره 2. خنککاری 3. آشغالگیری یا جمعکردن مواد جامد معلق در مذاب مانند ذرات سیلیس ناشی از خوردگی آجرهای نسوز
این لولهها در بازده حرارتی همچنین در تولید شیشه با کیفیت نقش مهم و موثری ایفا میکنند. هر چه میزان بار ورودی بالاتر رود، عمق لوله نیز باید افزایش یابد. هنگامی که لولهها در ارتفاع کمتر 45 درصد عمق شیشه قرار بگیرند، این لولهها را کم عمق مینامیم و زمانی که بین 45 تا 55 درصد عمق شیشه قرار گیرند، آنها را لولههای عمیق مینامیم.
با افزایش عمق لوله آب، مقدار هوای خنککننده مورد نیاز در بخش انتهایی کوره (Working End) کاهش مییابد، به این دلیل که با افزایش عمق لوله، مقدار جریان مذاب به بخش پایانی کوره کاهش مییابد. بسته به اندازهی کوره عمق لولهها متفاوت خواهد بود اما عمق استاندارد آن در یک کورهی 800 تن چیزی حدود 630 میلیمتر است. از آنجایی که ویست پایپ در سرتاسر نک یا گلویی کوره قرار میگیرد به طور کامل در ناحیهی گلویی یک مانع ایجاد میکند که باعث جمعآوری مواد جامد شناور خواهد شد. قسمت بعدی پس از این لولهها در گلویی کوره، همزن است که با میکسکردن مذاب همگنی را ارتقا و از شکلگرفتن گروهی از عیبها جلوگیری میکند.
همزنها
همزن علاوه بر یکدستکردن مذاب از لحاظ شیمیایی، ناهمگنی آن را نیز کاهش میدهد. به این ترتیب همزنهای جای گرفته در نک (گلویی) کوره دارای دو هدف بنیادین هستند:
1. جریان رو به جلوی مذاب را همگن کنند.
2. عمق مذاب را خنک کنند.