در این نوشته صفر تا صد صنعت شیشه شناور از مواد اولیه و بچ، کوره و حمام قلع، تا لهر، برش و اسنپینگ و انبارداری را بررسی خواهیم کرد. در اولین گام با مواد اولیه شیشه آشنا خواهیم شد.
بخش اول – آشنایی با مواد اولیه
اصطلاح شیشه معمولأ به معنای محصول ترکیبی مواد مذاب معدنی است که برای داشتن شرایطی استوار و محکم بدون تبلور سرد شدهاند. بسیاری از مواد تشکیل دهندهی شیشه به گونهایی هستند که شامل بورات و فسفات می باشند، اما بیشتر شیشههای تجاری به دلیل هزینه پایین منصفانه آنها و مقاومت مناسبشان در برابر رطوبت یا معرفهای شیمیایی دیگر، بر پایه سیلیکات میباشند.

سیلیکا (دی اکسید سیلیکون، SiO2) در 1730 درجه سیلسیوس ذوب میشود تا مایع چسبناکی ارائه دهد که برای شیشه بسیار با دوام با خواص مفید و قابل توجه سرد میگردد. با این وجود تولید آن برای کاربردهای وسیع به دلیل حرارتهای بالای ترکیبی (که می باید بسیاری از نسوزها را ذوب کند) و محدوده کاری بسیار کوتاه (جاییکه در درجه های پایین تغییر حرارت، ذوب از مایع به جامد تغییر می کند)، بسیار مشکل است.
برای کمک به ذوب، کربناتهای فلزات قلیایی مانند کربنات سدیم (Soda Ash) یا کربنات پتاسیم (Potash) اضافه میگردند تا سیلیس روان و هضم شده و حرارت ذوب به میزان قابل توجهی کاهش یابد. با این وجود این شیشهها مقاومت بسیار پایینی در برابر فرسایش در اثر آب و هوا دارند. به منظور افزایش دوام و استقامت در برابر رطوبت عنصر سومی اضافه میشود که میتواند از میان لیست طولانی MgO – CaO – SrO – BaO – ZnO – PbO – Al2O – B2O3 – ZrO2 – TiO2 و Fe2O3 باشد. به این ترتیب تعداد شیشه های چند عنصری (ترکیبی) میتوانند نامحدود باشد، اما شیشه صاف پنجره همیشه از ترکیب Na2O-MgO-CaO-SiO2 میباشد که شیشه ارزان، مداوم و مقاومی را ایجاد میکند که از مواد خام قابل دسترس آسان ساخته میشود.
بعلاوه دیگر اجزاء موجود در شیشه ممکن است برای رنگیکردن آن یا جذب اشعه مادون قرمز یا فرابنفش باشد. مقداری از عناصر حتی ممکن است در ناخالصیهای حاصل از مواد خام موجود باشد یا ممکن است به طورعمدی افزوده شود تا خاصیت های کنترلی سولاری (خورشیدی) و یا یک رنگ مورد نظر و خاص را ایجاد نماید.
شیشهها مواد معدنی هستند با ساختاری شیمیایی و وضعیتی میان جامد و مایع. شیشهها زمانی شکل میگیرند که مواد معدنی گداخته کانیها با سرعتی بالا سرد میشوند. سرد کردن سریع از شکل گیری کریستالها و توسعه یک ساختار «جامد» صحیح جلوگیری میکند.
عناصر زیادی موجب شکلگیری شیشه میشوند، اما بیشتر شیشههای تجاری بر پایه سیلیکاتها میباشند. سیلیکاتها کانیهای طبیعی هستند که شامل سیلیس (SiO2) به عنوان عنصر اصلی می باشند. شن و ماسه عملأ SiO2 خالص است. علت استفاده از سیلیکاتها، هزینه نسبتأ پایین آنها و قابلیت در دسترس بودن وسیع آنها میباشد؛ علاوه بر این SiO2 شیشهای را شکل میدهد که هم از لحاظ فیزیکی قوی و با دوام است و هم در برابر رطوبت و دیگر معرفهای شیمیایی مقاوم است.
معرفی عناصر موجود در بچ
سیلیکا (SiO2)
فراوانترین اکسید موجود در پوستهی زمین که بسیار محکم و با استقامت است و ذوب آن بسیار سخت است. بنابراین با اضافه کردن کربنات سدیم به آن، نقطهی ذوب آن را پایین میآورند.

کربنات سدیم (Na2O)
زمانی که کربنات سدیم به سیلیس خالص افزوده میشود، نقطه ذوب پایین میآید. سودا اش و يا سدیم کربنات يکی از مواد اوليه اصلی در شيشه میباشد که باعث آزاد نمودن (اکسيد سديم) در شيشه میگردد. در حين عمل ذوب به داخل شيشه راه يافته در حاليکه آن آزاد و از ذوب خارج میگردد. کربنات سديم مصرفی در شيشه فلوت از نوع سنگين بوده و بصورت گرانول مصرف می شود. وزن مخصوص آن از نوع سبک (5/1-1 سانتيمتر مکعب/ گرم) بيشتر بوده و دارای دانههای يکنواخت است که موجب میگردد از جداشدن دانهها پرهيز گردد. اين امر موجب خواهد شد که عمل ذوب با همگنی بيشتری انجام گردد.
کربنات سديم همچنين دارای توان زيادی از نظر ترکيب با مواد میباشد و عملاً سبب میگردد که سيليس در درجه حرارت پائينتری ذوب گرديده و به سيليکات سديم تبديل گردد. همچنین از اکسيدهای تعديلکننده است بطوريکه در نقاط خالی شبکه سيليس قرار میگيرد. میتواند توليد اکسيژن آزاد نموده و سبب شکستن اتصالات سيليس – اکسيژن گردد که دراثر آن ويسکوزيته کاهش يافته و عمل ذوب آسانتر انجام شود و ميل به کريستاليزاسيون کاهش میيابد.
به منظور كاهش دماي ذوب سيليس (1700) لازم است اكسيد به آن اضافه شود. اكسيد سديم از كربنات سديم حاصل ميشود. در حین فرآیند ذوب، اكسيد سديم بخشي از شيشه ميشود، دي اكسيد كربن آزاد ميشود و از دودكش كوره خارج ميشود.
آهک (CaO)
افزودن آهک به آمیز بدون افزایش بیش از اندازهی نقطه ذوب، دوام شیشه را افزایش میدهد. آهک در دمای بالا میتواند باعث کریستالیشدن شیشه شود که البته قبل از رسیدن به آن دما، اثرش خنثی میشود.كربنات كلسيم به صورت طبيعی به عنوان سنگ آهک يا گچ يافت میشود. دردماي حدود 1000 درجه سانتیگراد دی اكسید كربن از آهك آزاد میشود، تنها اكسيد كلسيم میماند و وارد ساختار شيشه میشود.
آهک به مواد اوليه اضافه میشود تا سختی ومقاومت شيميایی شيشه بهبود يابد. درشيشهی تخت، بخشی از آهک توسط اكسيد منيزيم جايگزين میگردد كه به صورت تركيبی با آهک در ماده اوليه دولوميت تشكيل میگردد. اين ماده سبب كاهش ذوب نيز میشود.
یکی از فراوان ترين مواد اوليه شيشه که بخش قابل توجهی از پوسته زمين را تشکيل می دهد، آهک می باشد. با ورود به مواد اوليه شيشه اين ماده باعث آزاد نمودن (اکسيد کلسيم) در شيشه میشود. به عنوان اکسيد تعديل و تثبيت کننده در شيشه بکار می رود، باعث کاستن از گرانروی شيشه در درجات حرارت بالا گرديده و برای ذوب و تصفيه بسيار مفيد میباشد. مقدار کم همچنين باعث بهبود ثبات و قدرت مکانيکی شيشه میگردد. بزرگترين مشکل این مادهی اولیه قابليت بسيار زياد آن برای پيشبرد کريستاليزاسيون (ايجاد سرد شيشه) در شيشه میباشد.
مواد تثبيت كنندة مورد استفاده توليد شيشه، به منظور پايدارسازي ويژگيهاي شيميايي محصول شيشههاي توليدي و همچنين جلوگيري از تجزيه و خرد شدن محصول شيشههای نهايي به كار برده میشود. رايجترين تثبيت کنندههای مورد استفاده در صنايع شيشه عبارتند از: سنگ آهک، آلومينا، كربنات باريوم و منيزيم. آهك خام يا سنگ آهک مصرفی در صنايع توليد شيشه، عموماً به شكل كلسيت، كربنات كلسيم ٩٥ درصد و يا سنگ آهک دولوميت (مخلوطي از دولوميت و كلسيت) وجود دارد كه منبع سرشاری از كلسيم و منيزيم مورد نياز در فرآيند توليد شيشه به شمار میرود.
نقطه ذوب CaO در حدود ٢٥٧٢ درجه سانتيگراد بوده و بنابراين CaO در مذاب باقيمانده و باعث دوام آن میگردد. دولوميت معمولاً بصورت سفيد متمايل به طوسی و از نظر ظاهر بسيار مشابه آهک میباشد. وقتی دولوميت حرارت داده می شود در محدوده دمای 700 تا 900 درجهسانتیگراد تجزیه میگردد.
سولفات سدیم و کک
سولفات سديم ميتواند درشكل بيآب با كك پودرشده مخلوط شود و به مواد اوليه اضافه شود. اين ماده جهت كمك به تكميل فرايند ذوب و حباب زدايي از مذاب به كار ميرود. کف ذوب نشده سیلیس غالباً بصورت شناور و در سطح شیشه مذاب ظاهر میگردد. سولفات سدیم رایجترین کفزداهای مورد استفاده در صنایع شیشهسازي است.

در توليد شيشه فلوت مقدار کمی سولفات سديم بعنوان تصفيهکننده به مواد اوليه اضافه میگردد. همراه با سولفات مقدار معينی مواد احياء کننده که کربن و يا ذغال (کک) باشد قبلاً با سولفات مخلوط نموده و به بچ اضافه میگردد سولفات سه نقش در ذوب دارد:
– بعنوان فعال کننده سطح
– ايجاد توربولانس در سطح مشترک مذاب و سولفات
– ايجاد گاز
دو نقش آخر باعث پيشبرد همگنسازی در شيشه خواهد شد. از آنجاييکه دارای حلاليت کمی در شيشه مذاب است مقداری مواد کف مانند (gall) در گرمترين نقطه کوره يا اطراف آن در کوره بوجود میآيد با افزودن کربن يا ذغال از تشکيل اين مواد کف مانند (gall) جلوگيری بعمل میآيد زيرا که کربن با سولفات ترکيب شده و تبديل به سولفيت میگردد که به سه جهت برای فرآيند ذوب مفيد است:
1- پائین آمدن درجه حرارت تجزيه سولفات سديم
2- شرايطی بوجود میآورد که تقريباً کليه سولفور موجود در بچ در مراحل اوليه ذوب تبديل گرديده و از مذاب بصورت گاز خارج میشود و امکان ايجاد کف در قسمت ذوب و يا پديده خارج شدن ناگهانی گازها درقسمت تصفيه (reboil) را به حداقل برساند.
3- در قسمت فوقانی مذاب بر روی کشش سطحی مؤثر بوده و سبب میگردد که حبابهای در حال صعود درست در سطح ترکيده و به این ترتیب تجمع ننموده و ايجاد کف نمینمايد.
فلدسپار
فلدسپار مورد نیاز از طریق واحد فرآوری و تقریباً مشابه با شرایط تولید سیلیس تولید میگردد، منتها از آنجایی که حجم مصرف فلدسپار در مقابل سیلیس بسیار کمتر است، به صورت دورهای حجم قابل توجهی فلدسپار تولید میگردد و برای مدت طولانی نیاز واحد بچپلنت به فلدسپار را تأمین مینماید. این ماده نیز به منظور تأمین آلومین یا همان اکسید آلومینیوم در تعدادي از فرآیندهاي تولید محصولات شیشهای به کار برده میشود. به عنوان مثال در تولید پشم شیشه، علاوه بر ماسه سیلیسی، فلدسپات، سولفات سدیم، بوراکس خشک، اسید بوریک و چند ماده دیگر نیز بهکار برده میشود.
این عناصر پایه تمامی شیشههای تجاری هستند که از این رو آنها شیشههای {سیلیکات – آهک – کربنات سدیم} نامیده شدهاند. سایر اکسیدهای دیگر که میزان آنها کمتر است، به همراه کاربرد آنها در ادامه آورده شدهاند:
Fe2O3 (اکسید آهن) – به تصفیه و تخلیص شیشه (برطرف کردن حبابها) کمک میکند اما میتواند به شیشه رنگی ناخواسته بدهد.
Al2O3 (آلومینا) – مقاومت شیشه در برابر رطوبت را افزایش میدهد.
بخش دوم: فرآیند استخراج مواد اولیه
در این مرحله مواد معدنی مثل سیلیس، آهک، دولومیت و فلدسپار از معدن استخراج میشود. در استخراج مواد از مواد منفجره و ماشینهای حفاری استفاده میشود که مواد مورد نیاز برای تولید شیشه بخصوص سیلیس را تامین میکنند. البته شرکتهای کمی در دنیا هستند که کار استخراج خود را به شرکتهای دیگر سپرده و مواد اولیه خود را ازاین شرکتها خریداری کرده و با کامیون به پلنت انتقال میدهند.
بعضی از واحدهای استخراج بعضی از کارخانهها علاوه بر تامین سنگ اولیه، وظیفهی خردایش را نیز در معدن به عهده گرفته و قسمتی از کار واحد فرآوری را انجام میدهند. معمولا مواد اولیه یک کارخانهی فلوت شامل ماسه سیلیس، فلدسپار، دولومیت، سنگ آهک، سدیم کربنات، سولفات و کک است که در این بین سیلیس بیشترین سهم را دارد. در عمل به علت پراکندگی معادن، تامین تمام مواد گفته شده توسط واحد استخراج غیر ممکن بوده و معمولا تعدادی از آنها باید خریداری شوند.

بخش سوم: فرآوری مواد معدنی
برخی از مواد معدنی مانند سیلیس، نیاز به فرآوری دارند. فرآوری عملی است که روی مواد معدنی انجام میشود تا ویژگیهای مناسب برای تولید شیشه را کسب کنند. در کارخانههای فرآوری، مواد معدنی ابتدا توسط سنگشکنها خرد و شکسته میشوند و سپس از روی اَلَکها (صافی، غربالگر) رد میشوند تا به دانهبندی مناسب برسند. مواد معدنی همچنین شسته میشوند تا آلودگیها و مواد نامناسب مخلوط با آنها حذف شود.

یک شرکت فرآوری باید مواد معدنی مورد نیاز را از معادن شرکت تحویلگرفته و سپس با خردایش و حذف ناخالصی، مواد را به خلوص و دانهبندیهای لازم برساند. یکی از اولین مراحل تهیهی مواد اولیه ذخیرهسازی مواد اولیه دریافتی از معادن، خردایش، آسیاب و آهنگیری آن است. سیلوهای ذخیرهسازی مواد اولیه شیشه، مواد را بصورت جداگانه و بدور از ناخالصیها و گرد و غبار محیط انبار میکنند. از آنجایی که کارخانهی شیشهی فلوت از کورههای پیوسته (کانتینیوز) برای تولیدکردن شیشه استفاده میکند، کنترل و مدیریت مقدار ذخیرهی مواد اولیه بسیار پراهمیت است، چون در صورت تمام شدن یک ماده کل فرآیند دچار مشکل میشود.
پس از خردایش سنگهای ورودی از معادن با سنگشگن چندین آهنربا در مسیر قرار میگیرد تا آهن موجود در مواد اولیه را به حداقل برساند. دلیل نیاز به گرفتن آهن: پایین آمدن عبور نور و سبزشدن شیشه در صورت حضور آهن بالا است. پس از حذف آهن مواد اولیه به منظور رسیدن به دانهبندی مناسب به آسیاب منتقل میشوند. این آسیابها میتواند از جنس فکی، چکشی، توپی یا میلهای باشند.
بخش چهارم: همگنساز
در این انبار، سیلیس که قسمت بیشتر مواد اولیه سازنده شیشه را تشکیل میدهد، انبار میشود. سیلیس موجود در این انبار کاملاً مناسب برای تولید شیشه است. در واقع دراین انبار سیلیس تولید شده در چند روز که ممکن است از نظر آنالیز شیمیایی و همچنین دانهبندی کمی با هم فرق داشته باشند، توسط نوار نقاله بر روی یکدیگر ریخته و انبار شوند تا یک سیلیس همگن تولید شود. در این واحد میتوان با استفاده از تجهیزی با نام ریکلایمر از مکانهای مختلف سیلیس انبار شده برداشت انجام داد و سیلیس کاملاً همگنشده را با استفاده ار نوار نقاله به واحد بچپلنت جهت ذخیره در سیلوهای مخصوص ارسال کرد.

پخش پنجم: بچپلنت
برای تولید شیشه مواد اولیه باید با نسبت خاصی که با در نظر گرفتن فرمول شیشه نهایی تعیین میشود با هم مخلوط شوند. به مخلوط مواد اولیه یک بچ گفته میشود. مواد تشکیل دهنده بچ شیشه عبارتند از سیلیس، فلدسپار، آهک، دولومیت، کربنات سدیم، سولفات سدیم، کربن و رنگدانه. رنگدانهها در واقع اکسید فلزاتی هستند که با استفاده از یک یا مخلوطی از آنها میتوان شیشه رنگی تولید کرد.

هرکدام از این مواد در سیلوهای مخصوص به خود ذخیره میشوند و به هنگام تولید بچ توسط توزینکنندههای نصب شده در زیر سیلوها وزن شده و بر روی نوار نقاله میریزند. مواد اولیه از طریق نوار نقاله وارد میکسر شده و ابتدا به صورت خشک و سپس به صورت تر (پس از تزریق مقدار مشخصی آب به میکسر) مخلوط میشوند در نهایت بچ آماده شده از طریق نوار نقاله برای شارژ به کوره وارد هاپر بزرگی در جلوی کوره میگردد و از آنجا از طریق دستگاهی با نام بچ شارژر به کوره وارد میشود.
لازم به ذکر است که مخلوط مواد اولیه قبل از ورود به کوره با درصد مشخصی از خرده شیشه که از لبه زنی شیشه تولیدی و یا بازگشت دادن شیشههایی که کیفیت لازم را نداشتهاند، بدست آمده است، مخلوط میشود. مهمترین دلایل استفاده از خرده شیشه در ادامه آورده شدهاند:
1. از خرده شیشهای که اجباراً تولید شده و نمیتوان آن را به طور کامل حذف کرد، استفاده مجدد میشود.

2. خرده شیشه به راحتی ذوب میشود چرا که فعل و انفعالات لازم برای تشکیل شیشه قبلاً بر روی آن انجام شده است، بنابراین خرده شیشه میتواند به عنوان کمک ذوب در نظر گرفته شود.
3. استفاده از خرده شیشه انرژی کمتری برای ذوب نیاز دارد و در نتیجه باعث صرفهجویی در مصرف انرژی میشود.
بچپلنت یکی از مهمترین بخشهای کارخانه بوده و کنترل نحوهی ساخت بچ و تزریق آن به کوره از اهمیت بالایی برخوردار است.
بخش ششم – بچ شارژر
از آنجایی که کوره باید دائما در حال شارژ باشد، یک سیستم شارژ اولیه باید دارای مخزن بزرگی باشد تا مواد اولیه مورد نیاز کوره را برای چندین ساعت تامین کند. طراحی آن باید به گونهای باشد که حداقل دخالت متصدی، تعمیر و نگهداری را داشته باشد.
در صورت بروز مشکل، تعویض و جایگزینی آن به راحتی قابل انجام باشد.
امکان شارژ ضروری از قبل در نظر گرفته شده باشد.
امکان تعامل با سطحسنج کوره را داشته باشد تا در صورت تغییر در سطح مذاب بتواند تغییرات لازم در شارژ اولیه را انجام دهد.
همزمان بتواند نسبت بچ به خرده شیشه و بچ به درصد رطوبت را اعمال کرده و با بارهای گوناگون کار کند.
دارای یک حرکت رفت و برگشتی مناسب باشد تا مواد به شکل درستی بر سطح مذاب توزیع شوند.
سیستمهای شارژ بیلچهای که دارای حرکت متناوب است، متداولترین سیستم تغذیه میباشد. پروفایل توزیع خوب بچ نشاندهندهی یک سیستم شارژ مناسب است. با یک پروفایل توزیع خوب، جذب حرارت به حداکثر رسیده و طول بلنکت کوتاه میشود. یکی از مهمترین مکانیزمهای انتقال حرارت در کوره، تشعشع است. از آنجایی که در انتقال حرارت بوسیله تشعشع هرچه سطحی که در معرض تشعشع قرار گرفته بزرگتر باشد، میزان جذب حرارت بیشتر است، پس هر چه توزیع بیشتری داشته باشیم و در نتیجه سطح بیشتری داشته باشیم، ذوب بهتری خواهیم داشت.
بخش هفتم – کوره
مشعلها دمای آمیز را افزایش داده و اینچنین برهمکنشهای فیزیکی و شیمیایی در آمیز رخ داده تا در نهایت مذاب تشکیل شود. این فعل و انفعالات به شکل زیر است: مرحلهی اول خروج رطوبت است که در آن آبهای موجود در آمیز از آن خارج میشوند. در مرحلهی دوم که مرحلهی تجزیه است، ترکیبات کربناتی و سولفاتی تجزیه شده و گاز تشکیل میدهند. واکنش پایانی همان ذوب است که پس از تشکیل مذاب اولیه، باقی مواد ذوب نشده در مذاب حل و ذوب میشوند.
بخش هشتم: ناحیه ذوب کوره
منطقهای از کوره که پس از داگهاوس قرار دارد را ناحیه ذوب مینامیم. داگهاوس بخشی از کوره است که مواد اولیه یا بچ به آن میریزد ومواد به شکل قالیچهای بر روی ذوب قرار میگیرند تا در نهایت در ناحیه ذوب توسط حرارت مشعل ذوب شده و با سایر مواد مذاب موجود در کوره به شکل همگن درآیند. بر اساس نیازها، نوع و ظرفیت ممکن است کوره ابعاد گوناگونی داشته باشد. برای مثال در یک کورهی 800 تا 900 تنی ابعاد داگهاوس میتواند عرضی برابر 12.6 متر و طولی برابر 23 متر داشته باشد. این در حالی است که ناحیه ذوب با همان عرض 12.6 متر، طولی برابر 28.75 خواهد داشت.
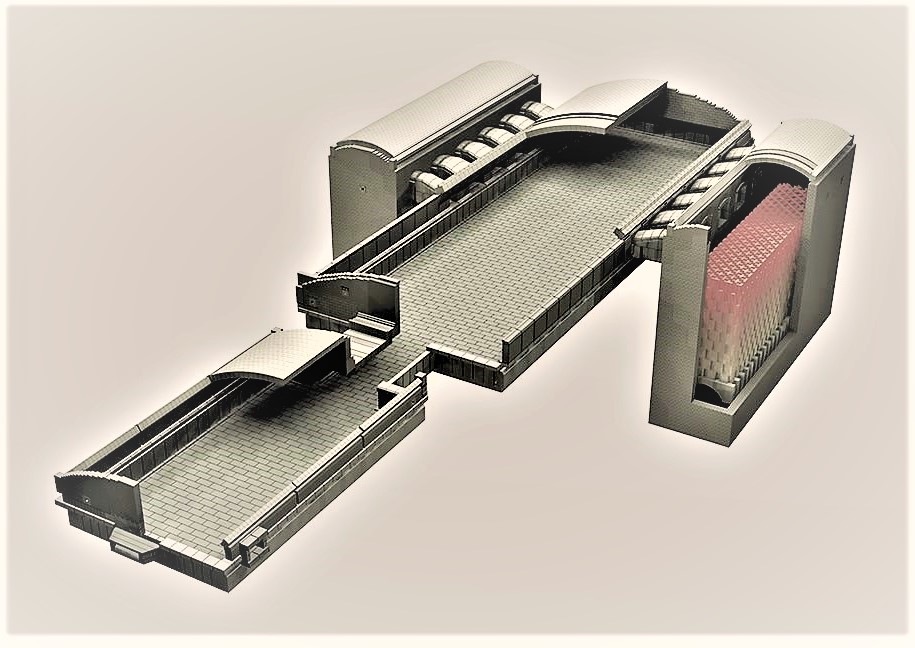
ناحیه ذوب در حقیقت ناحیهای از کوره است که در آن مواد جامد بچ در اثر گرمای دریافتی از مشعلها تغییر حالت داده و به مایع تبدیل میشوند. این تغییر حالت فقط یک تغییر حالت از جامد به مذاب نیست، بلکه ترکیبی از تغییر حالت حاصل از واکنشهای شیمیایی و تغییر حالت فیزیکی است. بنابراین فرآیند اولیه ذوب مواد اولیه یک فرآیند فیزیکی، شیمیایی و فیزیکی-شیمیایی است. مذاب شیشه شامل مجموعهای از اکسیدهای گوناگون است که پس از سردشدن و در جریان عملیات شکلدهی ساختاری آمورف به خود میگیرند. به این دلیل که تغییر حالت مواد از جامد به مایع در ناحیهی ذوب صورت میگیرد، بالاترین دما را در همین ناحیه خواهیم داشت. دمای بسیار بالا در بلند مدت میتواند باعث خوردگی و آسیب به نسوز شود، به این ترتیب باید تلاش کرد بیشترین دمای کوره را در یک محدودهی متعادل نگه داشت.
ناحیه ذوب خود به دو قسمتِ بلنکت و فلاکس تقسیم میشود که در ادامه به معرفی هر کدام از این مناطق خواهیم پرداخت.
ناحیه بلنکت به قسمتی از منطقهی ذوب گفته میشود که واکنشهای اولیه در آن صورت میگیرد. این واکنشها شامل تبخیر آب همراه مواد اولیه، تجزیه کربناتها و انحلال سیلیس است. به قسمتی از ناحیه ذوب کوره که در آن تجزیه سدیم سولفات، انحلال و تجزیه ذرات باقیماندهی سیلیس و تا حدی عمل تصفیه صورت میگیرد، ناحیه فلاکس میگویند. فلاکس معمولا شیشهی حبابدار است و معمولا فوم یا کف نامیده میشود.
زمانی که دمای سطح شیشه از دمای تجزیه سولفات که حدودا 1440 درجه سانتیگراد است تجاوز کند، فلاکس شکل میگیرد. طول ناحیه فلاکس از طول ناحیه بلنکت کوتاهتر است. افزایش دمای شیشه در ناحیه فلاکس منجر به این میشود که مقدار SO3 اضافی موجود در مذاب که از مقدار تعادلی بیشتر است، جوشیده و خارج شود. بنابراین دمای فلاکس بیشتر برابر است با مقدار SO3 باقیمانده کمتر در مذاب.
از آنجایی که فلاکس شیشه حبابدار است، برای تبدیلش به محصول نهایی در منطقهی دارای مشعل با دو مکانیزم شفاف میشود. با حضور مشعل، دمای مذاب افزایش یافته و در نتیجه حبابهای موجود در بچ منبسط شده و بزرگتر میشوند. با بزرگشدن حبابها آنها به سمت سطح حرکت میکنند و به این ترتیب پوستهی آنها نازک میشود که در نهایت منجر به ترکیدنشان میشود. کربن یا ذرات دوده درحضور شعله بر روی سطح حباب نشسته و باعث جذب و ترکیدن حباب میشود.
برای اینکه مکانیزم دوم کار کند باید تنظیمات شعله در خط فلاکس (خط کف) به درستی انجام بگیرد. در حقیقت عملیات ذوب بچ شامل فرایندهای زیر است:
ذوب
موادی مانند کربنات سدیم و سولفات سدیم در اثر گرما به مذاب تبدیل میشوند.
تجزیه
کربنات و آهک در اثر گرما تجزیه میشوند.
واکنش
سیلیس با کربنات ترکیب شده و سپس واکنش میدهد.
انحلال
سیلیس در مذاب انحلال مییابد.
بخش نهم: اهمیت دانهبندی مواد در کوره
نرخ ذوبشدگی یا انرژی لازم برای ذوبکردن بچ یک پارامتر بسیار پراهمیت است که میتواند به صرفهگی یا شدنی بودن یک پروژه را مشخص کند، اما همواره کیفیت شیشه پراهمیتترین پارامتر خواهد بود. از جمله پارامترهای پر اهمیت دیگر به موارد زیر میتوان اشاره کرد:
ترکیب شیشه
بچ فیدینگ
مواد خام شیشه
طراحی کوره
دانهبندی (ویژگیهای گرانولومتریک)
هدف اصلی فرآیند ذوب شیشه این است که نسوزترین اجزای بچ یعنی کوارتزها را بصورت پیوسته در کوره ذوب کند که در این راه اندازهی دانه یک عامل انکارناپذیر است. بعضی از اثرات اندازه دانه در زیر آورده شده است.
ماسهی ضخیم بسیار کندتر از ماسهی دانهریز انحلال مییابد.
ماسهی دانهریز راحتتر با کربنات واکنش میدهد.
دانهریزها ممکن است به علت به دام افتادگی هوا در میانشان تصفیهی شیشه را دچار مشکل کنند. به همین دلیل لازم است که ماسه به یک دانهبندی مناسب نه ریز نه درشت برسد.
طی مراحل اولیهی تهیهی مواد خام به ویژه هنگام آسیاب و پودرکردن، بیشتر Fe2O3 در دانهریزها متمرکز شده است که با حذف دانهبندی ریز میتوان مقدار آهن را تا حدی کاهش داد. راه دیگر برای حذف آهن استفاده از فرایندهای جدایش مگنتیک خشک یا تر است.
بچ بسیار ریز ممکن است به دلیل زاویهی نادرست شعلهی مشعل به ریژنراتور انتقال یابد.
با اینکه هرنوع شیشه ضوابط خاصی از نظر انتخاب مواد خام دارد، در کل ترجیح داده میشود اندازه دانه کمتر از یک میلیمتر باشد ولی 0.2 تا 0.3 محدودهای است که ترجیح داده میشود بیشتر ماسهها در آن سایز باشند. 0.1 کوچکترین اندازهی مجاز است که آن هم نباید کمتر از 2 درصد باشد. به علت گرماکافت (تجزیه گرمایی) پایین دولومیت و سنگ آهک دانههای درشتتر مورد قبول هستند. البته این دانهها نباید از 0.5 میلیمتر درشتتر باشند. ترجیح داده میشود سدیم کربنات اندازهای در حد 0.3 تا 0.4 داشته باشد.
بخش دهم: اهمیت کنترل میزان آهن در کوره
سطح آهن یکی از مهمترین عوامل تعیین کنندهی رنگ شیشه است. به شکلی که شیشههای کریستال کیفیت بالا کمتر از 0.01 آهن در ترکیب خود دارند. این در حالی است که شیشهی فلوت که به نسبت سبز رنگتر است، به طور متوسط 0.1 درصد آهن دارد و شیشههای ظرف شفاف و کریستال پرس با درصدهای 0.4 و 0.25 از فلوت شفافتر یا بهتر است بگوییم کمرنگتر هستند.
حالت ردوکس تعیینکنندهی رنگ شیشه فلوت
واکنشهای فیزیکیشیمیایی ردوکس یکی از مهمترین عوامل برای تعیین رنگ نهایی شیشه است. در هنگام تولید شیشه سطح ردوکس دریک مقدار ثابت نگه داشته میشود، البته گاها ممکن است به دلیل بعضی مشکلات نوساناتی به وجود بیاید. پارامترهایی که بیشترین تاثیر را بر سطح ردوکس دارند: نرخ Fe دوبار مثبت به Fe سهبار مثبت، همچنین سطح SO3 حلشده در شیشه است.
در کل Fe دوبار مثبت به شیشه رنگی سبز-آبی میدهد، این در حالی است که Fe سهبار مثبت به شیشه رنگی سبز-زرد میدهد. البته تاثیر منفی Fe سهبار مثبت را با مقداری سلنیوم و کبالت میتوان جبران کرد.
تاثیر SO3 بر سطح ردوکس و رنگ شیشه
شیشه بسیار اکسیدی حاوی بیش از 0.3 درصد SO3 است، این در حالی است که شیشه کاهشی حاوی کمتر از 0.2 درصد SO3 است. معمولا شیشهی فلوت اکسیدی رنگی خاکستری تا برنزی دارد و شیشهی کاهشی رنگی سبز دارد.
بخش یازدهم: حباب و تصفیه کوره

در فرآیند تولید شیشه و ذوب شدن موادِ بچ گازهایی آزاد میشوند که باعث تشکیل مقداری زیادی حباب در مذاب شیشه میشوند. این حبابها استحکام و کیفیت بصری محصول یعنی شیشه را کاهش میدهند. برای همین باید آنها را از مذاب زدود. به این فرآیند فاینینگ یا تصفیه یا تصفیه مذاب میگویند.
در تانکهای صنعتیِ کورهی شیشه از عوامل شیمیایی برای بهبود فرآیند تصفیه استفاده میشود. تمام عوامل شیمیایی استفاده شده برای افزایش کیفیت تصفیه، زیانآور هستند. تا به حال مفید بودن هیچکدام از روشهای فیزیکی به اثبات نرسیده است. با بررسی کامل پیشینههای نظری فیزیکی، دو روش فیزیکیِ «تحریک دمایی کوچ حبابها» و «تصفیه آلتراسانیک یا فراصوتی» برای استفاده در مخازن ذوب شیشه صنعتی نامناسب تشخیص داده شدند. پس در حال حاضر عوامل شیمیایی تصفیه شیشه اصلیترین وسیلهی تصفیه مذاب هستند و جایگزینی ندارند. البته استفاده از آنها باید کاهش یابد و این فقط از طریق بهینگی عمل تصفیه ممکن است. این مهم نیازمند دانش بیشتری از واکنشهای تصفیه است.
عوامل تصفیه شیمیایی شامل یونهای چند ظرفیتی اکسیدی هستند که به شکل بیشترین حالت اکسیدی در بچ حاضر هستند. با افزایش دما، عوامل تصفیه کاهشیافته و همزمان گاز آزاد میشود. این گازِ تصفیه در حبابهای موجود پخششده و باعث بزرگشدن آنها میشود و از آن جایی که حبابهای بزرگتر سرعت اوجگیری بالاتری دارند، میتوانند مذاب را با سرعت بیشتری ترک کنند.
اکسید آنتیمونی، اکسید سریم و سولفات از جمله از عوامل تصفیه هستند. زمانی که از سولفات به عنوان عامل تصفیه استفاده شود، سولفور دیاکسید به عنوان گاز تصفیه آزاد میشود. واکنشهای ردوکس نیز زمانی رخ میدهند که مذاب شیشه حاوی دیگر عناصر چند ظرفیتی نظیر آهن و کرومیوم باشند. وضعیت ظرفیتی این یونها، رنگ ذوب (و با آن توزیع گرما در کوره) و رنگ نهایی محصول را تعیین میکند. عددهای ثابت تعادلِ واکنشهای گوناگون ردوکس که وابسته به دما هستند، برای بهینهسازی مطلوب فرآیند تصفیه اهمیت بالایی دارند.
مقادیر ثابت تعادل ردوکس را با روشهای گوناگونی میتوان بدست آورد. پس از بحث در مورد مزایا و معایب همهی این روشها، دو روش برگزیده شدند که به وسیله آنها میتوان وضعیت تعادل واکنشها در شیشه مذاب را به عنوان تابعی از دما اندازه گیری کرد. در ادامه پیشینههای نظری و شرح و بسط این دو روش یعنی، ولتامتری موج مربع و اندازهگیری تعادل فشار اکسیژن، به تفصیل مورد بحث قرار گرفتهاند. نتایج اندازهگیریهای تعادل واکنش ردوکس آهن، آنتیمونی، سریم، کرومیوم و گوگرد در سه شیشه تجاری (سودا-آهک-سیلیکا، شیشه نمایشگر تلوزیون و ای-گلس) نیز ارائه شدهاند.
حالت تعادل واکنش ردوکس نه تنها به دما، بلکه به ترکیب مذاب شیشه نیز بستگی دارد. پیشبینی و مقایسه عدد ثابت تعادل یک واکنش ردوکس در یک مذاب شیشه با ترکیبی معین بر اساس اندازهگیریها با یک شیشهی دیگر با ترکیبی متفاوت غیرممکن است. بنابراین، عدد ثابت تعادل واکنش ردوکس باید برای هر ترکیبی از شیشه به طور جداگانه تعیین شود.
حالات تعادلی واکنشهای ردوکس آهن و آنتیمونی با هر دو روش اندازهگیری میشوند. نتایج به خوبی مطابقت دارند و همچنین مشابه دادههای موجود در پژوهش هستند.
با استفاده از ولتامتری موج مربعی نمیتوان میزان تعادل سریم در شیشه صفحات تلویزیون را تعیین کرد. اندازهگیریهای ولتامتری موج مربعی در مذابهای شیشهای حاوی گوگرد نتایجی را بهدست آوردند که هنوز قابل توضیح نیستند. بنابراین عددهای ثابت تعادل واکنشهای ردوکسِ سریم و سولفور از اندازهگیری فشار تعادل اکسیژن و همچنین با آنالیزهای شیمیایی مرطوب به دست میآیند. مقادیر ثابت تعادلِ دو گام احیای کروم در مذاب شیشه سودا-لایم-سیلیس با استفاده از ولتامتری موج مربعی تعیین میشود. از اندازهگیریهای انجامشده در مذاب شیشههای حاوی آهن، آنتیمونی یا سریم مشخص میشود که غلظت کل عناصر چند ظرفیتی تأثیر بالایی بر وضعیت تعادل دارد. در شیشه نمایشگر تلویزیون اکسیدهترین شکل عنصر چند ظرفیتی در غلظتهای پایین مورد استفاده قرار میگیرد. در مورد آهن موجود در مذاب شیشههای سودا-لایم-سیلیس قضیه برعکس است. این، تاثیر قوی ترکیب شیشه را بر حالت تعادل نشان میدهد.
حالتهای تعادلی واکنشهای گوناگون ردوکس را میتوان در مذابهای شیشهی حاوی بیش از یک عنصر چند ظرفیتی با استفاده از اندازهگیری فشار تعادل اکسیژن یا ولتامتری موج مربعی تعیین کرد. به نظر میرسد که حضور یونهای دیگر بر روی مقادیر ثابت تعادل تاثیری ندارد. با این حال، از آنجایی که اکسیژن در تمام واکنشهای ردوکس شرکت میکند، فشار تعادل اکسیژن به شدت تحت تأثیر قرار میگیرد. بنابراین نسبت ردوکس (نسبت کاهش یافته است به گونههای اکسیدشده) در مذاب حاوی چندین عنصر چند ظرفیتی با نسبت ردوکس در مذاب حاوی تنها یک عنصر چند ظرفیتی متفاوت است.
در طول خنکشدن مذاب شیشه، کاهنده قویتر آنقدر اکسیژن مصرف میکند که کاهنده ضعیفتر کاهش مییابد. بنابراین نسبت ردوکس ممکن است در طول خنکشدن مذاب به طور قابل توجهی تغییر کند. چنین تغییری در نسبتهای ردوکس در شیشه نمایشگر تلویزیونِ حاوی آهن و سریم قابل مشاهده است.
بخش دوازدهم: ریژنراتور و سیستم ریورسال کوره

هدف اصلی از قراردادن ریژنراتور در طرفین کوره بازگرداندن حرارت حاصل از گازهای احتراق و پیشگرم کردن هوای احتراق است. ریژنراتورها سازهایی در اطراف کوره هستند که بسته به ظرفیت کوره دارای چندین زوج پورت میباشند. در هر کدام از این پورتها تعدادی مشعل قرار میگیرد. مشعلها حرارت مورد نیاز برای ذوب مواد اولیه را تامین میکنند. ریژنراتورها به دلیل قرارگیری مشعلها در پورت تقریبا کل منطقهی ذوب را پوشش میدهند. در طراحی ریژنراتور از آنجایی که طول آن با طول منطقه ذوب برابر است، تنها متغیرهای دیگر عرض و عمق چکرها است. مدلسازیهای بر پایهی تجربه نشان میدهد که ریژنراتورهای باریک و بلند از نظر بازدهی حرارتی بسیار مناسبتر از ریژنراتورهای کوتاه و عریض هستند.
در کورههای با سیستم ریورسال در یک بازهی زمانی مشخص مشعلهای روشن یک سمت از کارافتاده و مشعلهای خاموش مقابل روشن میشوند و این چرخه همواره تکرار میشود. گازهای حاصل از احتراق از ریژنراتور روبرویشان خارج میشوند. در ریژنراتور گرمای گازها از میان شبکههای آجری عبور میکند و در نتیجه آجرها را داغ میکند. در ریورسال بعدی که جای مشعلهای روشن و خاموش را عوض میکند، هوای از میان این آجرها عبور کرده و به این ترتیب پیشگرم میشود. مجموعا یک ریژنراتور کنترل هوای لازم برای احتراق را بر عهده دارد و باعث میشود کوره عملکرد و انعطافپذیری بیشتری داشته باشد.
بخش سیزدهم: ویست پایپ (لوله خنککاری)
از ویست پایپ به سه منظور استفاده میشود:
1. کنترل بعضی از جریانهای ناخواسته در کوره
2. خنککاری
3. آشغالگیری یا جمعکردن مواد جامد معلق در مذاب مانند ذرات سیلیس ناشی از خوردگی آجرهای نسوز
این لولهها در بازده حرارتی همچنین در تولید شیشه با کیفیت نقش مهم و موثری ایفا میکنند. هر چه میزان بار ورودی بالاتر رود، عمق لوله نیز باید افزایش یابد. هنگامی که لولهها در ارتفاع کمتر 45 درصد عمق شیشه قرار بگیرند، این لولهها را کم عمق مینامیم و زمانی که بین 45 تا 55 درصد عمق شیشه قرار گیرند، آنها را لولههای عمیق مینامیم.
با افزایش عمق لوله آب، مقدار هوای خنککننده مورد نیاز در بخش انتهایی کوره (Working End) کاهش مییابد، به این دلیل که با افزایش عمق لوله، مقدار جریان مذاب به بخش پایانی کوره کاهش مییابد. بسته به اندازهی کوره عمق لولهها متفاوت خواهد بود اما عمق استاندارد آن در یک کورهی 800 تن چیزی حدود 630 میلیمتر است. از آنجایی که ویست پایپ در سرتاسر نک یا گلویی کوره قرار میگیرد به طور کامل در ناحیهی گلویی یک مانع ایجاد میکند که باعث جمعآوری مواد جامد شناور خواهد شد. قسمت بعدی پس از این لولهها در گلویی کوره، همزن است که با میکسکردن مذاب همگنی را ارتقا و از شکلگرفتن گروهی از عیبها جلوگیری میکند.
بخش چهاردهم: همزن
همزن علاوه بر یکدستکردن مذاب از لحاظ شیمیایی، ناهمگنی آن را نیز کاهش میدهد. به این ترتیب همزنهای جای گرفته در نک (گلویی) کوره دارای دو هدف بنیادین هستند: 1. جریان رو به جلوی مذاب را خنک کنند. 2. عمق مذاب را خنک کنند.

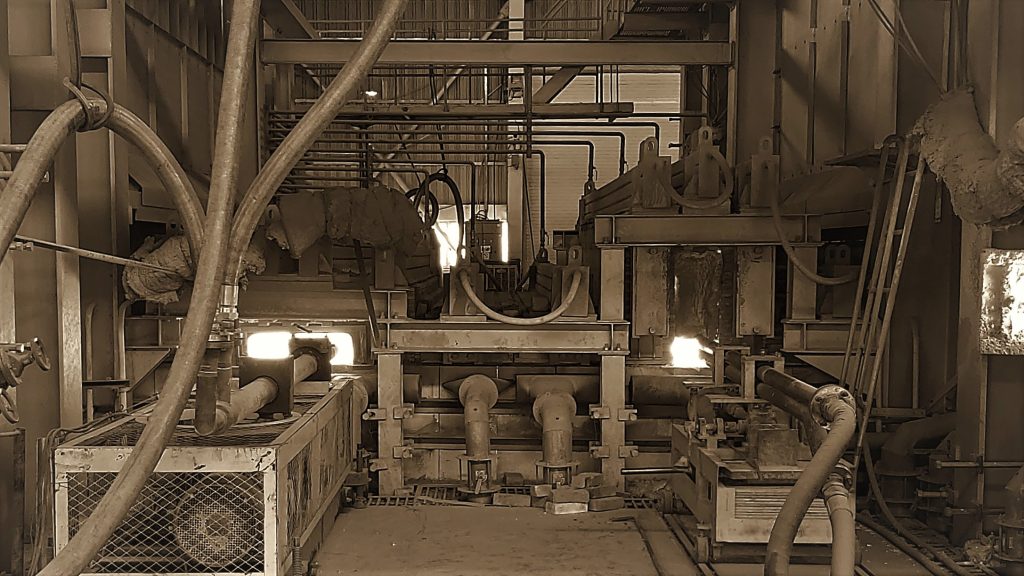
بخش پانزدهم: حمام قلع

زمانی که مواد اولیه شیشه ذوب، تصفیه و همگن شدند و در قسمت انتهای کوره از لحاظ دمایی کنترل و به حد مطلوب رسیدند، از طریق جریان ثابت و پایدار مذاب در کانال و با دمای تقریبی 1100 درجه سانتیگراد بر روی قلع مذاب در حمام قلع پخش میشوند.
حمام قلع در واقع یک محفظه فولادی است که برای محافظت از فولاد در برابر اثرات خوردگی قلع مذاب، با آجر نسوز پوشیده شده است. همچنین برای این که قلع به بدنهی حمام نچسبد، بدنه را با گرافیت میپوشانند. ساختار فولادی کف حمام قلع اجازه حرکت طولی به حمام قلع را میدهد و قاب فوقانی آن نیز از نوع معلق میباشد. المنتهای سیلیکون کاربید کارگذاشته شده در سقف حمام، برای کنترل دما استفاده میشوند. هرچند نقش اصلی این المنتها تأمین گرما برای ذوب شمشهای قلع در ابتدای گرم کردن حمام است، و هنگام تولید شیشه اکثر این المنتها خاموش بوده و گرمای مورد نیاز برای مذاب نگهداشتن قلع از طریق خود مذاب شیشه تأمین میشود.
نقطه ذوب قلع 247 درجه سانتیگراد است که همواره از دمای مذاب شیشه در حمام که در کمترین دما به 600 درجه سانتیگراد میرسد، کمتر میباشد. بنابراین گرمای مذاب شیشه قلع را همواره در حالت مذاب نگه میدارد. با توجه به دمای ورودی مذاب شیشه به حمام (C˚1050) و دمای شیشه خروجی از حمام (C˚600) دمای مذاب قلع در حمام را میتوان حدود C˚950 در نظر گرفت. با این وجود در صورت نیاز به تأمین حرارت برای کنترل دما و همچنین تأمین شرایط مناسب برای تولید شیشه با مشخصات مورد نیاز، میتوان از المنتها استفاده کرد.
باید دانست که دمای کف حمام قلع نباید از 150 تا 200 درجه سانتیگراد بیشتر شود، چرا که اگر قلع به ساختمان فولادی کف حمام برسد باعث خوردگی میشود. بنابراین همواره محفظه فلزی حمام (کیسینگ) را با جریان هوا خنک میکنند.
حمام قلع در واقع محلی است که میتوان با استفاده از ابزارهای موجود، شیشه را در عرض و ضخامتهای مختلف تولید کرد و شناور شدن مذاب بر روی حمام قلع نیز بهترین راه تولید شیشه به صورت پیوسته و با بهترین کیفیت ممکن میباشد. مذاب شیشه با ورود به حمام به شکل یک ریبون صاف و پیوسته تشکیل میشود که از طریق رلرهای بیرون کشنده انتهای حمام (Lift out roller) و همچنین نیروی کشش لهر از حمام قلع خارج میشود.
در شناور ماندن شیشه روی سطح حمام قلع سه نیرو دخیل است:
1- نیروی ثقل
2- نیروی شناوری
3- نیروی کشش سطحی
در صورتی که تنها این سه نیرو بر مذاب اعمال شود و نیروی خارجی دیگری دخالت نکند، مذاب بر روی قلع شروع به پخش شدن میکند تا جاییکه ضخامت تعادلی آن به 7 میلیمتر برسد. در صورتی که بخواهیم ضخامت تعادلی را کمتر کرده و به حدود 6 میلیمتر برسیم، به نیروی چهارمی نیاز داریم که این نیرو همان کشش لهر است. با استفاده از نیروی کشش لهر میتوان ضخامت شیشه را به 6 میلیمتر وکمی کمتر از آن رساند. کشش رلرهای لهر از یک سمت و از سمت دیگر، اصطکاک بین شیشه و قلع مذاب باعث ایجاد نیروی معکوس در جهت مخالف شده و ریبون شیشه هنگام خروج نازک میشود. همچنین در مقابل نیروی کشش لهر، نیروی اینرسی مذابی که به سمت جلو حرکت میکند نیز مخالفت میکند.
در صورتی که تنها از کشش لهر برای کاهش ضخامت شیشه استفاده کنیم، روش تولید را ” روش کشش مستقیم یا DS ” میگوییم. در صورتی که بخواهیم شیشه با ضخامت کمتر از 6 میلیمتر تولید کنیم باید بسته به مشخصات محصول تولیدی از نظر پهنا و ضخامت، از تاپرلر استفاده کنیم. تاپرلرها شیشه را به صورت عرضی و از کنارهها میکشند و بر مرکز ریبون شیشه تأثیری ندارند. کشش مرکز ریبون تحت تأثیر کشش لهر قرار میگیرد.
در صورتی که علاوه بر نیروهای فوق الذکر، نیروی کشش تاپرلرها را نیز در تولید شیشه دخالت دهیم، روش تولید را ” روش پیشرفته کشش مستقیم یا ADS” میگوییم.
برای بیان موقعیت دقیق تجهیزات میتوان هر دو سمت حمام قلع را مانند خطکش اندازهگیری کرد و هر 3 متر را جدا کرد. به هر قسمت 3متری یک Bay گفته میشود. هر 3 متر را نیز میتوان به 10 قسمت 30 سانتیمتری تقسیم کرد. با این روش میتوان هر دو سمت حمام را تقسیمبندی کرد و در بیان موقعیت دستگاهها از آن کمک گرفت.
فضای حمام قلع بایستی کاملاً ایزوله شود تا امکان ورود اکسیژن به اتمسفر حمام وجود نداشته باشد. عملکرد مناسب حمام قلع تا حد زیادی به کنترل شرایط در کانال بستگی دارد. در صورتی که شرایط کانال ثابت باشد، عملکرد حمام نیز تا حد زیادی ثابت میماند. به عنوان مثال حجم مذاب ورودی به حمام و همچنین دمای آن بسیار با اهمیت میباشد و در فرآیند شکلدهی تأثیرگذار هستند. در صورتی که شرایط نامبرده در ذیل را بتوان ثابت نگه داشت، میتوان عرض ریبون شیشه در ناحیه ابتدایی حمام، که حوضچه نامیده میشود، را ثابت نگه داشت.
1- شدت جریان مذاب ورودی به حمام ثابت باشد.
2- سرعت کشش لهر را ثابت کرد.
3- گرمایش و سرمایش حمام باید تنظیم باشد.
سه فاکتور بر روی جریان شیشه به داخل حمام اثر میگذارند که عبارتند از:
1- دمای کانال
2- ارتفاع مذاب در کانال (پشت تویل)
3- موقعیت تویل
دمای مذاب در پشت تویل باید 1100-1070 درجه سانتیگراد باشد. اگر دما تغییر کند مقدار جریان مذاب و در نتیجه عرض ریبون در ناحیه حوضچه حمام تغییر خواهد کرد. با نوسان عرض نوار شیشه، ضخامت نیز تغییر خواهد کرد. دمای مذاب شیشه در پشت تویل با پیرومتر تشعشعی قرار گرفته در سقف کانال اندازه گرفته میشود. دقت اندازهگیری دمای کانال باید 5/0 ± باشد. توجه به این نکته ضروری است که کنترل دمای کوره در کنترل دمای کانال و ثابت بودن آن مؤثر است. زمانی که دمای کانال از محدوده مورد نظر بالاتر یا پایینتر باشد، میتوانیم با استفاده از مشعلها و یا هوای خنک کننده در قسمت انتهایی کوره، نسبت به تنظیم دوباره دما اقدام کنیم. معمولاً دمای کانال با هوای خنککننده در قسمت Working End در مدار بسته کنترلی قرار دارند و میزان هوای خنککننده دمیده شده، به دمای مذاب در کانال بستگی دارد.
همانطور که میدانید در قسمت Working End، دمای مذاب برای رسیدن به حد مطلوب، جهت شکلدهی مناسب تنظیم میشود. دمای مذاب با ویسکوزیته آن مرتبط است. در نتیجه هدف عمده از تنظیم دما در واقع تنظیم ویسکوزیته مذاب است تا مذاب برای شکلدهی شرایط مطلوبی داشته باشد. بنابراین برای کاهش نوسان ویسکوزیته، لازم است خنککاری در قسمت Working End به حداقل رسیده و کنترل دما را در قسمتهای قبلی نیز انجام دهیم.
هرچه ارتفاع مذاب در پشت تویل بالاتر رود، شدت جریان مذاب بیشتر میشود. ارتفاع مذاب در پشت تویل نیز با سطح مذاب در کوره ارتباط مستقیم دارد. کنترل سطح مذاب با سرعت تغذیه بار در بچ شارژر مرتبط است و در صورت تغییر ارتفاع مذاب، از طریق لوپ کنترلی شدت جریان مواد در بچ شارژر نیز تغییر خواهد کرد.
جهت تولید شیشه با کیفیت، باید دقت کنترل سطح مذاب 1/0 ± میلیمتر باشد.
توجه به این نکته ضروری است که، تویل ابزاری است مکانیکی، که بعد از ثبات نسبی شرایط عملکردی کوره، ثابت میماند. اما در مواقعی که کنترل دما و یا شدت جریان بار ورودی به کوره قابل تنظیم نباشد، مجبور هستیم با تویل برای کنترل شدت جریان مذاب به حمام بازی کنیم.
مذاب با دمای C˚1100 با عبور از روی آجر لبه وارد حمام قلع میشود. درطراحیهای گذشته آجر لبه یا Lip در جلوی حمام قلع طوری قرار میگرفت که لبه آن با سطح مذاب قلع مماس بود. بنابراین مذاب شیشه عبوری از روی آجر نسوز مستقیماً روی سطح مذاب قلع ریخته و شروع به گسترده شدن و پیشروی میکرد. در این حالت همیشه سطح زیرین ریبون شیشه که با آجر نسوز در تماس بوده دارای کیفیت لازم نبوده و این عیب بوجود آمده که مانند خش بر روی سطح زیرین شیشه است، ادامهدار باقی میماند. برای رفع این مشکل طراحی را تغییر داده و آجر لبه را در موقعیتی قرار دادند که لبه آن تا سطح مذاب mm70 فاصله داشته باشد. در این صورت مذاب به صورت آبشاری بر روی سطح قلع ریخته میشود. در این صورت مذاب نامرغوب که روی سطح آجر کشیده شده به سمت عقب حرکت میکند و مذاب با کیفیت به سمت جلو حرکت خواهد کرد. مذاب نامرغوب که به سمت عقب حرکت کرده، به دیواره گرافیتی Wet Back برخورد میکند. با برخورد به Wet Back به سمت کنارههای حمام حرکت میکند و از این به بعد از کنارهها حرکت کرده و به سمت جلو پیش میرود. با این روش مذاب نامرغوب در لبههای ریبون قرار میگیرد که در قسمت Cutting برش خرده و به عنوان خرده شیشه از آن استفاده میشود. با اعمال این تغییر در موقعیت آجر لبه، کیفیت شیشه تولیدی بهبود یافت.
بخش شانزدهم – لهر

گرمخانه تنشزدایی (لهر) از يک تونل عایقبندی شده تشکيل يافته که قسمت ورودی و خروجی آن باز است. اين تونل بهطور کامل از يک محفظه فلزی ساختهشده است. ازجمله تعدادی از بخشهای استاندارد که به يکديگر متصل گرديده و در آن پیشبینیهایی برای انبساط بهعملآمده است. گرمخانه تنشزدایی همچنين به چند بخش عمده تقسيم میگردد. هر بخش دارای جزئيات ساختمانی متفاوت و همچنين سیستمهای گرمايشی و سرمايشی متفاوتی است. قسمتی که دارای تونل عایقبندی حرارتی بوده و دارای پوششهای فلزی است بنام بخش عايق حرارتی شده ناميده میشود.
عمل گرم و سرد نمودن بهصورت غیرمستقیم بهوسیله تبادل تشعشعات حرارتی بين ورقه شيشه و مانيفلدهای فوقانی و تحتانی انجام میشود. در اين تونل سيستم درجه حرارت ثابت بوده و شدت سرد نمودن کم است. بعلاوه المنتهای حرارتی جهت گرم نمودن لبهها نيز تعبيه شدهاند. بنابراين اختلاف درجه حرارت عرضی بهصورت منظمی تنظيم گرديده و اطمينان حاصل میگردد که شيشه تنشزدائی گرديده و به آرامی سرد گردد. بنابراين تنشهای دائمی که با اختلاف درجه حرارت بروز مینمایند بهصورت مؤثری حذف میگردند تا برش شيشه به آسانی در قسمت کاتینگ انجام پذيرد.
قسمت انتهائی باز گرمخانه بخش عایقبندی نشده حرارتی خوانده میشود. در اين بخش نازلهای هوا در قسمت فوقانی و تحتانی بهصورت عرضی به بخشهایی تقسيم شدهاند که سرمايش را تنظيم مینمایند بطوريکه با عبور شيشه عمل تنشزدائی و هم سرد نمودن بهطور مستقيم از طریق جابجایی گرما بين ورقه شيشه و هوای سرد انجام میپذیرد. درجه حرارت اتمسفر محل بشدت تغيير مینماید و شدت سرد نمودن در اين قسمت بالا است. ورقه شيشه در درجه حرارت اين بخش فقط دارای تنشهای موقتی است و میتواند با سرعت بيشتری سرد شود. شيشه به تدريج به درجه حرارتی که تأمینکننده حداقل تنش مورد قبول برای برش است نزديک میشود و درنهايت تنشهای موقتی به طور مؤثر حذف میگردند.
بهطور کلی در خلال تنشزدایی و سرد شدن شيشه، عوامل ذيل تأثیرگذار میباشد:
المنتهای مختلف
اتمسفر محیط
تشعشع و ديواره
تماس با غلتک
فرآيند تنشزدائی شيشه را میتوان عليرغم سرعت بالا وکشش افقی به نحو مطلوبی به دست آورد. دلایل اين امر به شرح ذيل بيان میگردد.
پیشنیازهای ساخت شيشه فلوت از نظر مواد اوليه بسيار دقيق است، تصفيه و يکنواختی شيميائی در مواد اوليه بايستی بهمراتب بالاتر از صنعت شيشه جام معمولی باشد.بخش شکلگیری شيشه از يک محفظه بسيار دقيق و بسته تشکيل يافته و نياز به کنترل دقيقی دارد بطوريکه کوچکترین اختلاف درجه حرارت عرضی بايستی کنترل گردد. اختلاف درجه حرارت عرضی ورقه شيشه پس از عبور از جعبه دراس بسيار کوچک است و زمانی که وارد گرمخانه میشود اين پیششرط خوبی برای عمل تنشزدائی است.
گرمخانه تنشزدائی مجهز به مبدلهای حرارتی مستقيم و غیرمستقیم و سيستم کنترل اتوماتيک درجه حرارت میباشد که شرایط لازم و مطلوب را جهت فرآيند تنشزدائی ورقه شيشه ممتد با سرعت بالا را فراهم مینماید.
روش تنشزدائی يکنواخت و برای یکبار است که از درجه حرارت بالا تا درجه پائين بدون گرم نمودن مجدد صورت میپذیرد. مقدار اختلاف درجه حرارت شيشه فلوت بين قسمت فوقانی و تحتانی گرمخانه در حد نرمال میباشد. اين اختلاف درجه حرارت و بالاتر بودن درجه حرارت قسمت تحتانی حرارت به دلیل جبران حرارت ازدسترفته از غلتک حملکننده شيشه است که بتواند ايجاد سطوح با درجه حرارت يکنواخت در بالا و پایین ورقه شيشه بنمايد. در صورت بالاتر بودن درجه حرارت قسمت فوقانی نسبت به قسمت تحتانی ورقه شيشه، امکان بروز خمش در قسمت مرکزی ورقه شيشه بالعکس خواهد شد. لبههای شيشه نيز امکان خم برداشتن خواهند داشت. کنترل بهتر حرارت بیشک به ساخت شيشه خوب کمک شايانی مینماید.
بخش هفدهم: برشزنی شیشه
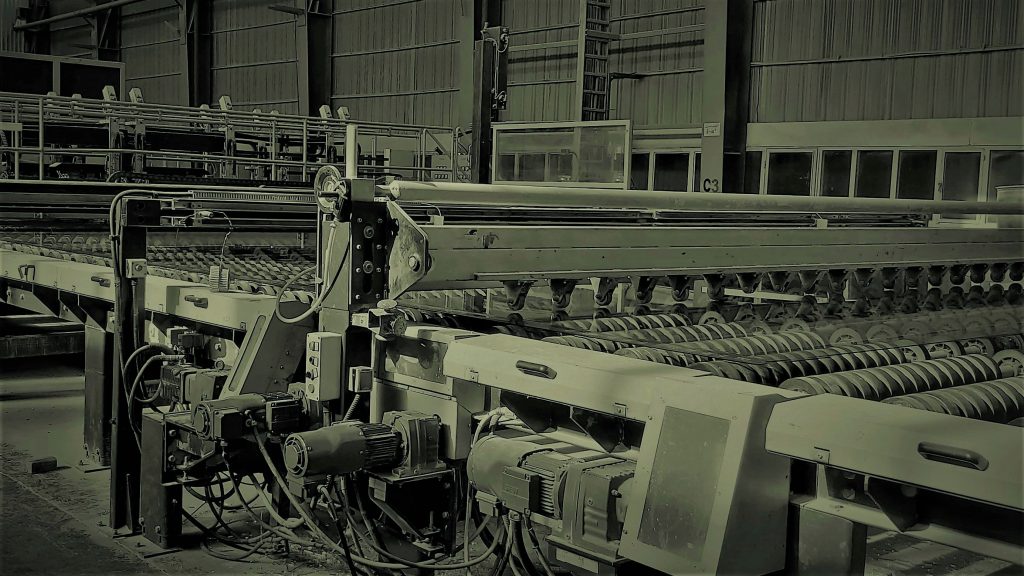
برای برشزنی، جداکردن و ایجاد اندازههای گوناگون در شیشهها باید در شیشه شکافی ایجاد شود. این شکاف توسط الماس یا چرخ برش ایجاد شده و تا قسمتی از ضخامت شیشه ادامه پیدا میکند. شکل زیر شکاف میانی تولیدشده توس عمق و کیفیت شکاف میانی وابسته به چندین گزینه است:
در هنگام خطزنی شیشه باید از نوک الماسی با زاویهی مناسب استفاده شود، استفاده از الماسی با زاویهی بیشتر یا کمتر از آنچه ایدهآل است، میتواند مشکلاتی ایجاد کند. زاویهی بسیار تند (یعنی الماسی بران و نوکتیز) باعث ایجاد شکافهای ناخواسته یعنی شکافهای بالمانند میشود. زاویهی بسیار باز (یعنی الماسی با نوکی پهنتر) نیاز به بار برش بیشتر دارد و میتواند در هنگام تولید شیشهی کم ضخامت از قطر شیشه عبور کند و ریبون را قبل از رسیدن به اسنپر دونیم کند.

درنظر داشته باشید که بار برش بیش از حد میتواند باعث گیرافتادن الماس، برش نامطلوب، لبپرانی و مشکلات دیگری شود. روی هم رفته باید از الماسی استفاده شود که زاویهی نوکش مانع ایجاد شکافهای بالمانند شود و همچنین خطزنی مناسبی روی بیشتر شیشهها داشته باشد.
قطر الماس (چرخبرش) بر عمق شکاف میانی موثر است. هر چه قطر الماس بیشتر باشد، بار برش نیز باید بیشتر باشد تا شکافی با همان عمق تولید کند. با افزایش سرعت برش، عمق برش میانی از برشی کمعمق در سرعت پایین به برشی عمیقتر در سرعتهای بالا میرسد و پس از سرعتی خاصی ثابت میماند. {توجه داشته باشید که این اختلاف عمق در حد چند میلیمتر است.} معمولا، الماسی با زاویهی 134 درجه در سرعت 100 متر بر ساعت به ما شکافی به عمق 0.175 میلیمتر میدهد، افزایش سرعت به 1500 متر در ساعت به ما عمقی برابر 0.225 میلیمتر میدهد. (در بارِ برشِ ثابت 5 پوند). اندازهگیریهای آنلاین با ذرهبین معمولی عمق شکافِ یک خطبرش ایدهآل (اسنپ ایدهآل) را تقریبا 0.2 میلیمتر تا 0.3 میلیمتر برآورد میکنند.
ایجاد شکافهای بال مانند
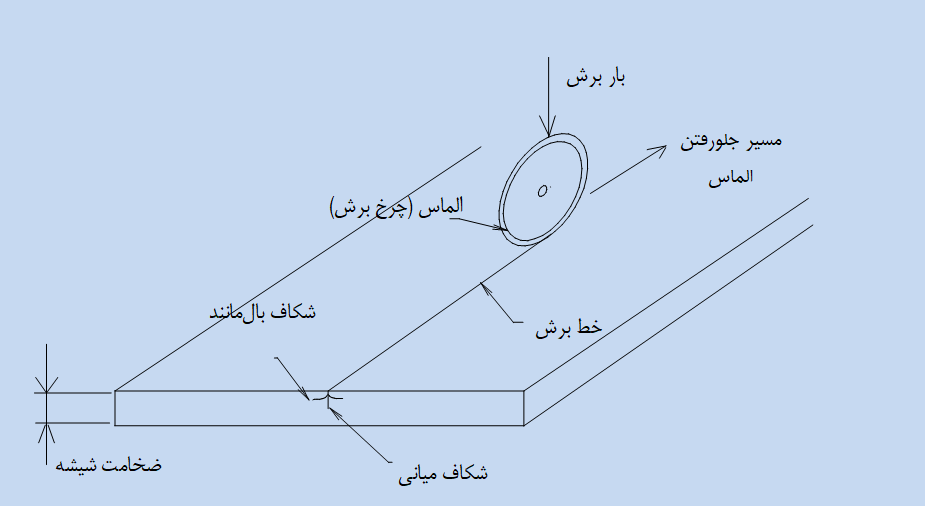
یکی از محصولات ناخواستهی خطاندازی شکافهای بالمانند هستند. شکاف بال مانند، در اصل شکافی جانبی است که توسط الماس ایجاد شده، این شکافهای ناخواسته، تقریبا عمود بر شکاف میانی و موازی با سطح شیشه هستند. وقتی از الماسی در بار برش مطلوب و با زاویهی تند استفاده شود، بی درنگ شکافهای بال مانند ایجاد میشوند. در شکل بالا پخششدن شکافهای بال مانند در بدنهی شیشه مشخص شده است. شکاف بال مانند در زمان خطزنی از سطح شیشه جدا میشود و در هنگام دونیم شدن شیشه (اسنپینگ) به شیشههای تقسیمشده میچسبد. بزرگترین مشکل اینجاست که جداکردن آنها با کاردک هوایی ناممکن و توسط کنترل کیفیت و مشتری غیرقابل قبول انگاشته میشوند.
اگر این تکههای جداشدهی شیشه که قبل از این، برش بال مانند نامیده میشدند روی دستههای شیشه باقی بماند، در زمان حمل و نقل و جابجایی باعث خراشیده شدن شیشه میشوند. مهم است که از الماسی با زاویهی نوکی استفاده کرد که دامنهی بالایی از مقادیر بار برش را پوشش بدهد و همزمان شکافهای بال مانند ایجاد نکند. زاویهی انتخابشدهی نوک الماس نباید در اندازهایی باشد که نیازمند به بار برش بالا باشد و پایان این باعث برش خوردن (دونیم شدن) ریبون شود. زاویهی 144 درجه تمام موارد بالا را رعایت میکند. بار برش مفید در این زاویه از 5 پوند تا 16 پوند است و شکافهای باله مانند نیز بسیار کند انتشار مییابند. از این زاویه میتوان برای همهی مواد از 2 میلیمتر تا 6 میلیمتر استفاده کرد.
برای برش هرچیزی بالاتر از 6 میلیمتر، باید از الماسی با زاویهی 150 درجه و با بار برشی بیشتر استفاده کرد.
بخش هجدهم: بستهبندی و انبار

پس از برش، شیشهها بر حسب نیاز در باکسهای چوبی مخصوص بستهبندی شده و توسط جرثقیل سقفی یا لیفتراک به انبار منتقل میشوند. بر اساس درخواست مشتری، شیشهها از انبار به قسمت بارگیری منتقل میشوند و توسط کامیون به مقصد ارسال میگردند.