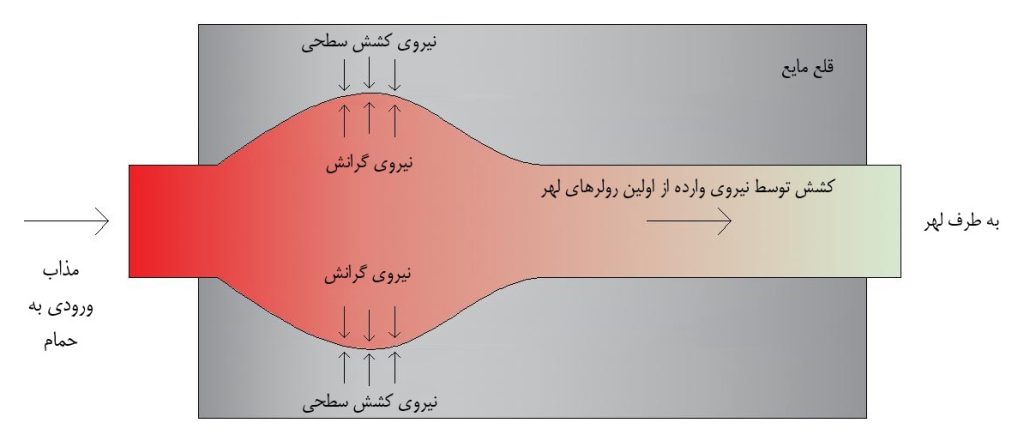
در آزمایشات اولیهی برادران پیلکینگتون برای تولید شیشه به روش شناور پدیده عجیبی مشاهده شد و آن این بود که شیشه نوردشده با هر ضخامتی پس از شناورشدن بر روی حمام قلع در نهایت به ضخامت تعادلی ثابت حدود 7 میلیمتر میرسید. این ضخامت حاصل تعادل بین نیروهای گرانش و کشش سطحی است که یعنی نیروی گرانش تمایل به پخشکردن مذاب دارد و کشش سطحی در جهت عکس نیرو وارد میکند تا در نهایت در یک نقطه نیروها یکدیگر را خنثی کنند.
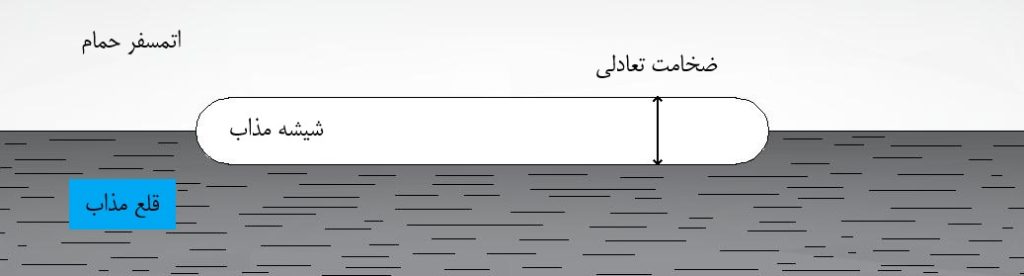
امتیاز اصلی این پدیده این بود که ضخامت تعادلی بدست آمده به ضخامت مورد تقاضای بازار یعنی 6 میلیمتر که حدود 50 درصد نیاز بازار است، بسیار نزدیک است.
به منظور برطرف نمودن ناهمواریهای سطح شیشه دمای ورودی حمام قلع باید چیزی حدود 1050 درجه سانتیگراد، ویسکوزیتهی آن 10 به توان 4 پواز و زمان مورد نیاز 1 دقیقه باشد. با حرکت شیشه به سمت خروجی حمام قلع، شیشه به تدریج سرد میشود تا جایی که در درجه حرارت 600 درجه و با ویسکوزیته 10 به توان 11 پواز شیشه آنقدر سخت شده که بتوان بدون ایجاد اثر نامطلوب آن را از حمام خارج کرد.
با اینکه تشکیل نوار شیشه بدون اعمال هیچگونه فشار خارجی با ضخامت تعادلی 7 میلیمتر یک امتیاز حساب میشود، نیاز بازار به ضخامتهای بیشتر و کمتر آن را به چالش میکشد.
یکی از راهحلها که پتانسیل حل مشکل تغییر ضخامت شیشه را داشت افزایش یا کاهش سرعت رولهای لهر بود که البته این کار باعث تغییرات در پهنا و نه ضخامت نوار شیشه میشد.
اولین روشی که عملا برای رفع مشکل ضخامت مورد استفاده قرار گرفت به این شکل بود که شیشه با درجه حرارت 1050 درجه سانتیگراد به حمام قلع وارد شده و به تدریج از دمایش کاسته میشود تا به دمای 700 درجه سانتیگراد برسد. در این دما شیشه کمی سفت شده ولی همچنان شکلپذیر است. در این ناحیه دو طرف مذاب با یک جفت رول لبه درگیر میشود.
این رولها سرعت نوار را در این ناحیه تعیین کرده و باعث ثابتماندن عرض نوار در آن ناحیه میشود. همینطور که مذاب پیش میرود مجددا حرارت داده شده تا به دمای 850 درجه سانتیگراد برسد. اصولا در این منطقه عمل شکلگیری صورت گرفته و کم کم عرض نوار ثابت میگردد تا به انتهای حمام رسیده و با دمای 600 خارج میشود.
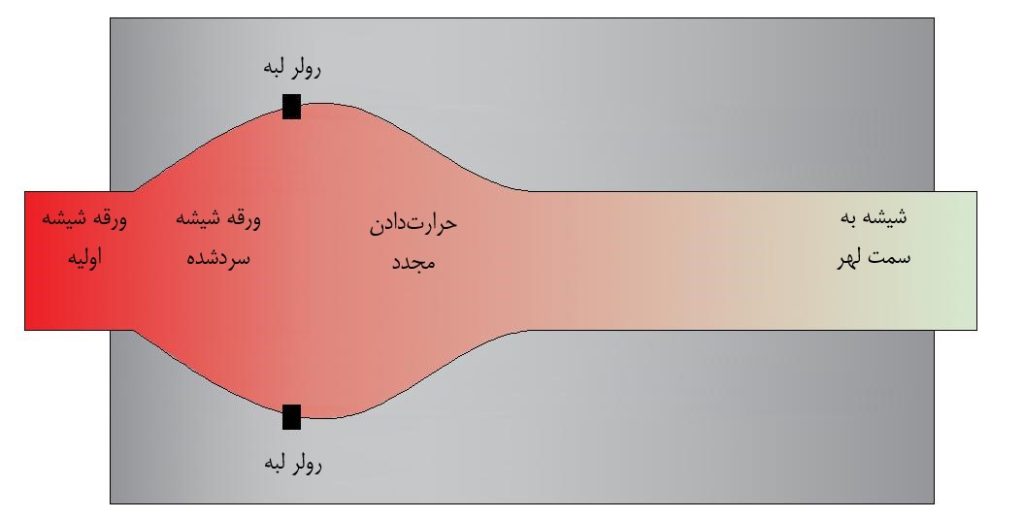
از آنجایی که کاهش عرض شروع میشود تا ثابت ماندن عرض، دما 850 درجه سانتیگراد ثابت بوده و از آن به بعد بصورت خطی تا 600 درجه کاهش مییابد.
وجود این رولرها باعث تقسیم حمام به دو قسمت جداگانه میشد: یکی از ابتدای حمام تا رولرها و دیگری پس از رولها تا انتهای حمام. افزایش سرعت رولرهای انتهای حمام (ابتدای لهر) بعلت وجود رولرهای لبه دیگر باعث کاهش بیش از حد عرض نمیشد و ضخامتهای پایینتر قابل ساخت شدند. این روش تا سال 1970 برای شیشههای با ضخامت کم به کار گرفته میشد.
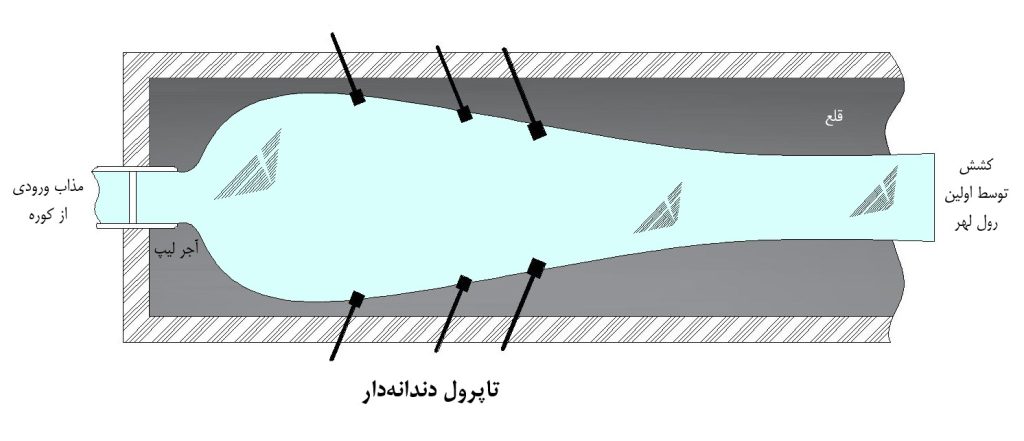
از مشکلات این روش بزرگ بودن رولرهای لبه و پردردسربودن آنها بود. به این ترتیب تیم پیلکینگتون شروع به استفاده از چند جفت رولرهای فوقانی (تاپرولر) کرد که تقریبا مشابه روش امروزی استفاده شده برای کشش شیشه از حمام قلع است.