یک کارخانه شیشه دارای بخشها و واحدهای گوناگونی است که هر کدام وظیفهی بخصوص خود را دارند. معمولا این وظایف شامل عملیاتهایی شامل استخراج مواد معدنی، فرآوری مواد اولیه، میکس، همگنی و تولید بچ، ذوب بچ و تولید مذاب یکدست، شناورسازی و مسطحکردن شیشه، بازپخت و گرفتن تنش از شیشه، برش و برداشت شیشه و در نهایت انبار و ارسال سفارشات میشوند. در این نوشته تلاش خواهیم کرد قسمتهای گوناگون یک کارخانه فلوت و وظیفهی آنها را شرح دهیم.

تولید مواد خام
بیشتر کارخانههای فلوت دارای یک شرکت استخراج و فرآوری مواد اولیه هستند که مواد مورد نیاز برای تولید شیشه بخصوص سیلیس را تامین میکنند. در غیر اینصورت شرکت باید مواد اولیه خود را از سایر شرکتها خریده و با کامیون به پلنت انتقال دهند. یک شرکت استخراج و فرآوری وظیفه دارد مواد معدنی مورد نیاز را از معادن شرکت استخراج کرده و سپس با خردایش و حذف ناخالصی، مواد را به خلوص و دانهبندیهای لازم برساند.

معمولا مواد اولیه یک کارخانهی فلوت شامل ماسه سیلیس، فلدسپار، دولومیت، سنگ آهک، سدیم کربنات، سولفات و کک است که در این بین سیلیس بیشترین سهم را دارد. در عمل به علت پراکندگی معادن، تامین تمام مواد گفته شده توسط شرکت استخراج و فرآوری غیر ممکن بوده و معمولا تعدادی از آنها باید خریداری شوند.
یکی از اولین مراحل تهیهی مواد اولیه ذخیرهسازی مواد اولیه دریافتی از معادن، خردایش، آسیاب و آهنگیری آن است. سیلوهای ذخیرهسازی مواد اولیه شیشه، مواد را بصورت جداگانه و بدور از ناخالصیها و گرد و غبار محیط انبار میکنند. از آنجایی که کارخانهی شیشهی فلوت از کورههای پیوسته (کانتینیوز) برای تولیدکردن شیشه استفاده میکند، کنترل و مدیریت مقدار ذخیرهی مواد اولیه بسیار پراهمیت است، چون در صورت تمام شدن یک ماده کل فرآیند دچار مشکل میشود.
پس از خردایش سنگهای ورودی از معادن با سنگشگن چندین آهنربا در مسیر قرار میگیرد تا آهن موجود در مواد اولیه را به حداقل برساند. دلیل نیاز به گرفتن آهن: پایین آمدن عبور نور و سبزشدن شیشه در صورت حضور آهن بالا است. پس از حذف آهن مواد اولیه به منظور رسیدن به دانهبندی مناسب به آسیاب منتقل میشوند. این آسیابها میتواند از جنس فکی، چکشی، توپی یا میلهای باشند.

پس از آسیاب مواد و رساندن آنها به دانهبندی مناسب (مش 20 تا 150 یا 60 تا 100) مواد با بالابر به مجموعه سیلوهای مواد اولیهی بچپلنت (Batch Plant) یا بچهوس (Batch House) انتقال مییابند. در بچپلنت مواد وزنشده و متناسب با درصدشان در بچ (واحدهایی از آمیز همهی مواد اولیه سازندهی شیشه) با هم میکس شده و در نهایت با نرخی کنترلشده با خرده شیشه ترکیب شده و به سمت کوره انتقال مییابند.
آمادهسازی و ساخت مذاب
بچِ آمادهشده از بچپلنت توسط نوار نقاله به سمت کوره به حرکت در میآید، بسته به چگونگی چینش و پیادهسازی واحدها، خردهشیشه (کالت) ممکن است در این قسمت، توسط موتور ویبره (Vibrating Feeder) به بچ اضافه شود و پس از طی باقی مسیر به هاپر کوره ریخته شود. سوخت کوره که در ایران و بیشتر کشورهای جهان گاز طبیعی است، بچ به تدریج خورانده شده توسط بچ شارژر را ذوب میکند.

ساخت مذاب شامل سه مرحله است: گام اول ذوب آمیز شیشه است، گام دوم پالایش (تصفیهکردن) و یا حباب زدایی و گام سوم همگنکردن و تنظیم گرانروی است. ابتدا مشعلها دمای بچ را افزایش میدهند؛ با بالارفتن دما مجموعه فعل و انفعالاتی در مذاب رخ میدهد که باعث شکلگرفتن مذاب میشود. این فعل و انفعالات شامل 1. خروج رطوبت، 2. تجزیه ترکیبات کربناتی و سولفاتی و تشکیل گاز، 3. تشکیل مذاب اولیه و 4. ذوب شدن سایر مواد ذوب نشده است.
عملیات بعدی که بر روی مذاب انجام میشود، خارجکردن حباب و تصفیه مذاب است. در فرآیند تولید شیشه و ذوب شدن موادِ بچ گازهایی آزاد میشوند که باعث تشکیل مقداری زیادی حباب در مذاب شیشه میشوند. این حبابها استحکام و کیفیت بصری محصول یعنی شیشه را کاهش میدهند. برای همین باید آنها را از مذاب زدود. به این فرآیند فاینینگ یا تصفیه یا تصفیه مذاب میگویند. معمولا این کار را با مواد حبابزا یا یک دستگاه حبابساز انجام میدهند. این دستگاه حباب را از لولههای تعبیه شده در کف کوره وارد آن میکند، که باعث شکلگرفتن یک جریان در مذاب و خارجشدن حبابهای حبسشده در مذاب میشود.
کورههای فلوت، هم از لحاظ ابعاد و هم از منظر خروجی مذاب جزو بزرگترین کورههای تولید کنندهی شیشه هستند. از نظر سازهای این کورهها بزرگترین اندازه ممکن را دارند و ساختن کورهای با ابعاد بزرگتر تقریبا غیر ممکن است. متوسط ظرفیت یک کورهی فلوت چیزی حدود 600 تا 800 تن در روز است. البته کورههای کوچکتر از این یعنی 250 تن در روز و بسیار بزرگتر 1200 تن در روز نیز هم اکنون مشغول به کار هستند. کورههای فلوت اختصاصا برای تولید شیشهی سودا لایم طراحی شدهاند و پیشنیازها کیفتی بسیار سختگیرانهای نسبت به سایر کورهها مثل کورهی ظروف دارند.
بازیابی گرما
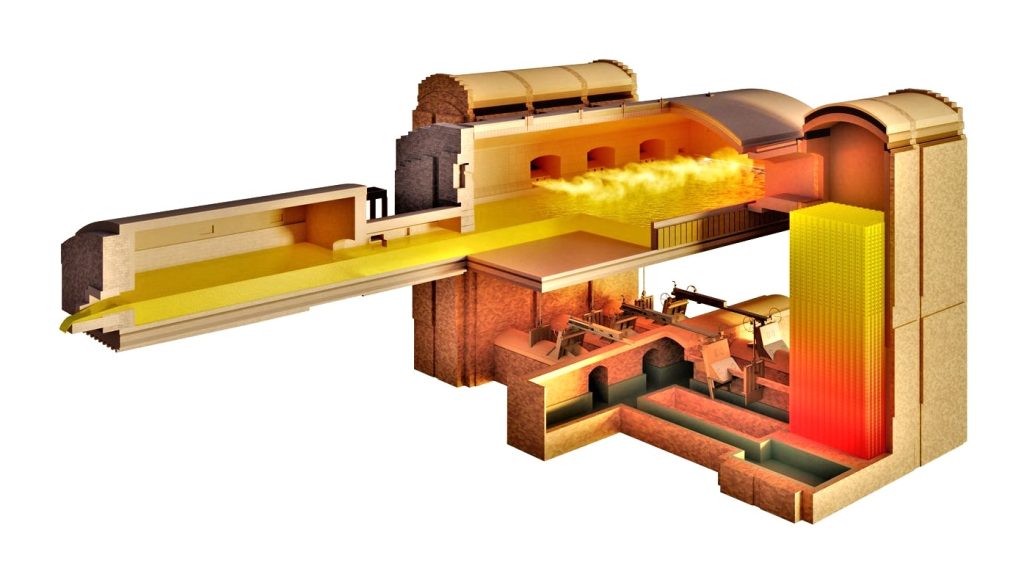
کورهی فلوت از سیستم ریژنراتور بهره میبرد که میتواند کارایی و راندمان گرمایی را بسیار افزایش داده و مصرف سوخت را پایین بیاورد. هدف اصلی از قراردادن ریژنراتور در طرفین کوره بازگرداندن حرارت حاصل از گازهای احتراق و پیشگرم کردن هوای احتراق است. ریژنراتورها سازههایی در اطراف کوره هستند که بسته به ظرفیت کوره دارای چندین زوج پورت میباشند. در هر کدام از این پورتها تعدادی مشعل قرار میگیرد. مشعلها حرارت مورد نیاز برای ذوب مواد اولیه را تامین میکنند.
معمولا مشعل کورههای فلوت روبروی یکدیگر و در عرض کوره قرار میگیرند و ریژنراتورها، گردنههای پورت و همانطور که اشاره شد مشعلها، بصورت جانبی در کنار کوره قرار گرفتهاند. کورهی فلوت دارای قسمتهای مختلفی است؛ ناحیه داغ یا ناحیه ذوب، ناحیه تصفیه و پایانهی کوره که هر کدام اثر خاصی بر مذاب دارند. ظرفیت بالای این نوع کوره، کیفیت بسیار بالای شیشه، مصرف انرژی مناسب و طول عمر بالا از ویژگیهای مساعد کورههای فلوت است.
ریژنراتورها به دلیل قرارگیری مشعلها در پورت تقریبا کل منطقهی ذوب را پوشش میدهند. در کورههای با سیستم ریورسال در یک بازهی زمانی مشخص مشعلهای روشن یک سمت از کارافتاده و مشعلهای خاموش مقابل روشن میشوند و این چرخه همواره تکرار میشود. گازهای حاصل از احتراق از ریژنراتور روبرویشان خارج میشوند. در ریژنراتور گرمای گازها از میان شبکههای آجری عبور میکند و در نتیجه آجرها را داغ میکند.
در ریورسال بعدی که جای مشعلهای روشن و خاموش را عوض میکند، هوای از میان این آجرها عبور کرده و به این ترتیب پیشگرم میشود. مجموعا یک ریژنراتور کنترل هوای لازم برای احتراق را بر عهده دارد و باعث میشود کوره عملکرد و انعطافپذیری بیشتری داشته باشد.
آمادهسازی مذاب برای شکلگیری در حمام قلع

پس از انجامگیری حبابزدایی، مذاب وارد ویست (Waist) میشود. در این ناحیه که نک (Neck) نیز خوانده میشود، مذاب با همزن و ویست پایپ در تماس و تعامل خواهد بود. ویست پایپ علاوه بر کنترل بعضی جریانهای ناخواسته در کوره و آشغالگیری از مذاب، تا حدی مذاب را خنک نیز میکند. همزن نیز در ویست وظیفهی یکدستکردن مذاب از لحاظ شیمیایی و کاهش دادن ناهمگنی آن با خنککاری را بر عهده دارد.
مذاب با عبور از ویست وارد پایانهی کوره یا Working End میشود. در این قسمت از کوره، شیشه برای ارائهی بهترین ویژگیها از نظر همگنی، نبود عیب، دما و ویسکوزیته در هنگامهی شکلگرفتن آمادهسازی میشود. در ادامه مذابِ همگنِ آمادهی شکلگرفتن وارد کانال شده و در ادامه با کنترل جریانش توسط توییل وارد حمام قلع میشود.
تختکردن و مسطحسازی شیشه
زمانی که مواد اولیه شیشه ذوب، تصفیه و همگن شدند و در قسمت انتهای کوره از لحاظ دمایی کنترل و به حد مطلوب رسیدند، از طریق جریان ثابت و پایدار مذاب در کانال و با دمای تقریبی 1100 درجه سانتیگراد بر روی قلع مذاب در حمام قلع پخش میشوند.
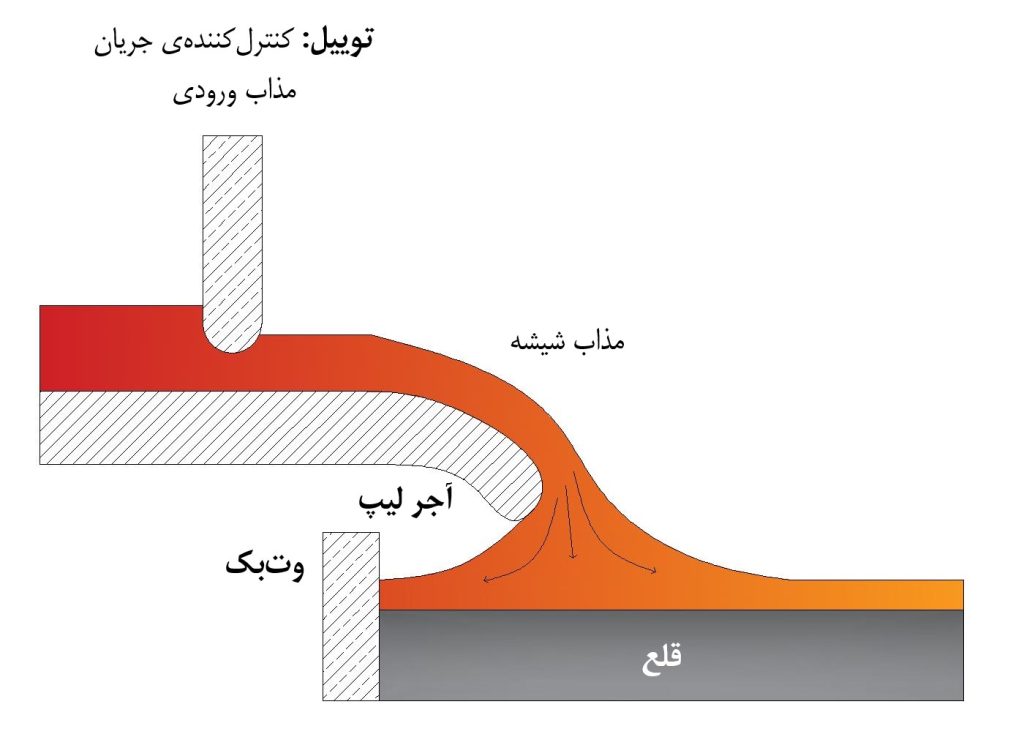
نقطه ذوب قلع 247 درجه سانتیگراد است که همواره از دمای مذاب شیشه در حمام که در کمترین دما به 600 درجه سانتیگراد میرسد، کمتر میباشد. بنابراین گرمای مذاب شیشه قلع را همواره در حالت مذاب نگه میدارد. با توجه به دمای ورودی مذاب شیشه به حمام (C˚1050) و دمای شیشه خروجی از حمام (C˚600) دمای مذاب قلع در حمام را میتوان حدود C˚950 در نظر گرفت. با این وجود در صورت نیاز به تأمین حرارت برای کنترل دما و همچنین تأمین شرایط مناسب برای تولید شیشه با مشخصات مورد نیاز، میتوان از المنتها استفاده کرد.
حمام قلع محلی است که میتوان با استفاده از ابزارهای موجود، شیشه را در عرض و ضخامتهای مختلف تولید کرد و شناور شدن مذاب بر روی حمام قلع نیز بهترین راه تولید شیشه به صورت پیوسته و با بهترین کیفیت ممکن میباشد. مذاب شیشه با ورود به حمام به شکل یک ریبون صاف و پیوسته تشکیل میشود که از طریق رلرهای بیرون کشنده انتهای حمام (Lift out roller) و همچنین نیروی کشش لهر از حمام قلع خارج میشود.
در صورت عدم دخالت مصنوعی مذاب بر روی قلع پخش میشود تا تا جاییکه ضخامت تعادلی آن به 7 میلیمتر برسد. در صورتی که بخواهیم ضخامت تعادلی را کمتر کرده و به حدود 6 میلیمتر برسیم، به یک نیروی مصنوعی نیاز داریم که این نیرو همان کشش لهر است. با استفاده از نیروی کشش لهر میتوان ضخامت شیشه را به 6 میلیمتر و کمی کمتر از آن رساند. کشش رولرهای لهر از یک سمت و از سمت دیگر، اصطحکاک بین شیشه و قلع مذاب باعث ایجاد نیروی معکوس در جهت مخالف شده و ریبون شیشه هنگام خروج نازک میشود. همچنین در مقابل نیروی کشش لهر، نیروی اینرسی مذابی که به سمت جلو حرکت میکند نیز مخالفت میکند.
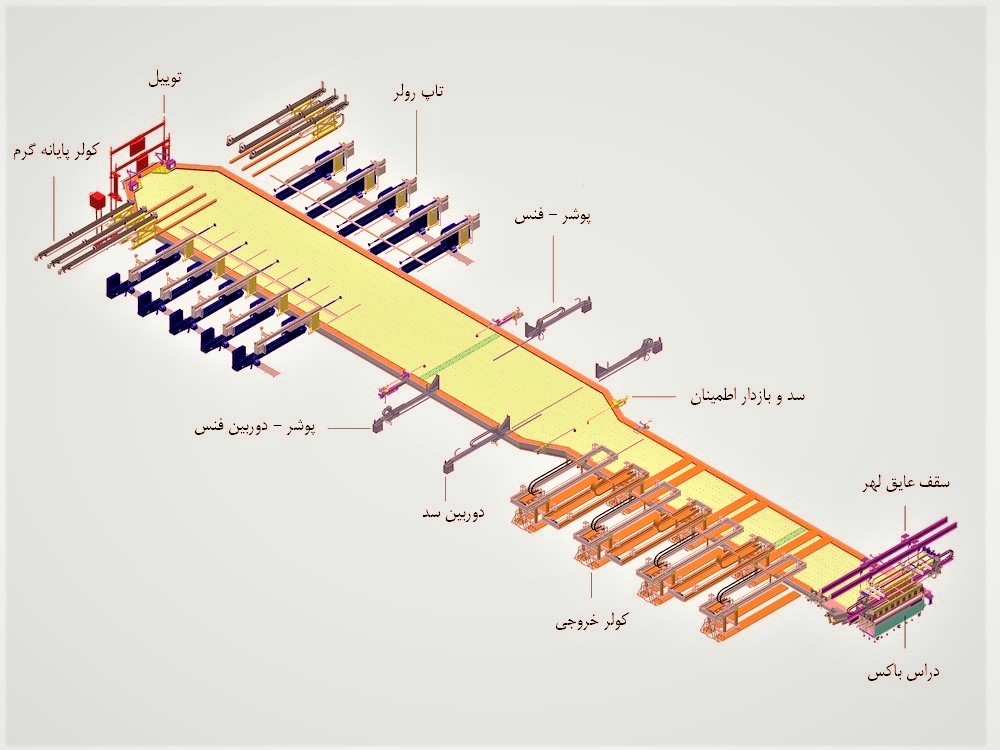
در صورتی که تنها از کشش لهر برای کاهش ضخامت شیشه استفاده کنیم، روش تولید را روش کشش مستقیم یا DS میگوییم. در صورتی که بخواهیم شیشه با ضخامت کمتر از 6 میلیمتر تولید کنیم باید بسته به مشخصات محصول تولیدی از نظر پهنا و ضخامت، از تاپرلر استفاده کنیم. تاپرلرها شیشه را به صورت عرضی و از کنارهها میکشند و بر مرکز ریبون شیشه تأثیری ندارند. کشش مرکز ریبون تحت تأثیر کشش لهر قرار میگیرد. در صورتی که علاوه بر نیروهای فوق الذکر، نیروی کشش تاپرولرها را نیز در تولید شیشه دخالت دهیم، روش تولید را بسته به جهت تاپرولرها روش پیشرفته کشش مستقیم (ADS) یا روش پیشرفتهی کشش مستقیم معکوس (RADS) میگوییم.
تنشزائی از شیشه
گرمخانه تنشزدایی (لهر) از يک تونل عایقبندی شده تشکيل يافته که قسمت ورودی و خروجی آن باز است. اين تونل بهطور کامل از يک محفظه فلزی ساختهشده است. ازجمله تعدادی از بخشهای استاندارد که به يکديگر متصل گرديده و در آن پیشبینیهایی برای انبساط بهعملآمده است. گرمخانه تنشزدایی همچنين به چند بخش عمده تقسيم میگردد. هر بخش دارای جزئيات ساختمانی متفاوت و همچنين سیستمهای گرمايشی و سرمايشی متفاوتی است. قسمتی که دارای تونل عایقبندی حرارتی بوده و دارای پوششهای فلزی است بنام بخش عايق حرارتی شده ناميده میشود.

عمل گرم و سرد نمودن بهصورت غیرمستقیم بهوسیله تبادل تشعشعات حرارتی بين ورقه شيشه و مانيفلدهای فوقانی و تحتانی انجام میشود. در اين تونل سيستم درجه حرارت ثابت بوده و شدت سرد نمودن کم است. بعلاوه المنتهای حرارتی جهت گرم نمودن لبهها نيز تعبيه شدهاند. بنابراين اختلاف درجه حرارت عرضی بهصورت منظمی تنظيم گرديده و اطمينان حاصل میگردد که شيشه تنشزدائی گرديده و به آرامی سرد گردد. بنابراين تنشهای دائمی که با اختلاف درجه حرارت بروز مینمایند بهصورت مؤثری حذف میگردند تا برش شيشه به آسانی در قسمت کاتینگ انجام پذيرد.
قسمت انتهائی باز گرمخانه بخش عایقبندی نشده حرارتی خوانده میشود. در اين بخش نازلهای هوا در قسمت فوقانی و تحتانی بهصورت عرضی به بخشهایی تقسيم شدهاند که سرمايش را تنظيم مینمایند بطوريکه با عبور شيشه عمل تنشزدائی و هم سرد نمودن بهطور مستقيم از طریق جابجایی گرما بين ورقه شيشه و هوای سرد انجام میپذیرد. درجه حرارت اتمسفر محل بشدت تغيير مینماید و شدت سرد نمودن در اين قسمت بالا است. ورقه شيشه در درجه حرارت اين بخش فقط دارای تنشهای موقتی است و میتواند با سرعت بيشتری سرد شود. شيشه به تدريج به درجه حرارتی که تأمینکننده حداقل تنش مورد قبول برای برش است نزديک میشود و درنهايت تنشهای موقتی به طور مؤثر حذف میگردند.
برش، اسنپ، استکینگ و انبار

پس از حذف تنش از شیشه، شیشه برای برش خوردن آماده میشود. در اولین گام الماسها اتوماتیک بر روی شیشه بصورت عرضی و طولی خط میاندازند و در گام بعد اسنپرهای عرضی و طولی شیشههای با اندازهی دلخواه را اسنپ میکنند تا لبههای اضافی شیشه حذف شده و شیشههای سایز کوچکتر از هم جدا شوند. در ادامه رولها شیشه را به استکرها یا رباتها انتقال میدهند تا در آنجا شیشهها یکی پس از دیگری در دستهای شیشه قرار بگیرند و بستهبندی شوند. در نهایت شیشههای بستهبندی شده در انبار ذخیره و پس از چندی بارگیری شده و برای مشتریان ارسال میشوند.