در صنعت شیشه کوره وسیلهای است برای انتقال حرارت به مواد اولیه برای تولید مذاب. بسته به نوع و فرمولاسیون شیشه، برای تولید مذاب، کوره باید دمایی مابین 1300 تا 1600 درجه سانتیگراد را تامین کند. معمولا گرمای یک کوره از طریق مشعل با سوختِ گاز طبیعی، گازوئیل، نفت، ذغال سنگ و یا حتی الکتریسیته (الکترود) تامین میشود. زمان ماند یا اقامت مذاب در کورههای شیشه مظروف 24 و در کورههای فلوت چیزی حدود 72 ساعت است. بسته به کیفیت شیشه، ظرفیت کوره، خصوصیات مواد اولیه و نوع شیشه، هر کوره به شکل خاصی طراحی شده تا نیازهای محصول مورد نظر را تامین کند. در ادامه انواع کوره شیشه را بررسی خواهیم کرد.
بسته به نوع شیشه تولیدی، طراحی، مواد ساخت، سیستمها و تجهیزات به کار گرفته شده در یک کوره متفاوت خواهد بود. برای مثال در کورهی بوتهای کل فرآیند تولید مذاب به ریختن خرده شیشه یا مواد اولیه به داخل بوته و حرارت دادن آن تا تبدیل شدن به مذاب خلاصه میشود؛ این در حالی است که در یک کورهی فلوت، هر کدام از سیستمهای خنککاری، ریورسال، اندازهگیری و کنترل، سیستم سوخترسانی، طراحی دیوارهای معلق، نسوزهای خاص بکارگرفته در هر قسمت هر کدام به خودی خود ساختاری پیچیدهتر از یک کورهی بوتهای دارند.


شاخصههای طراحی انواع کوره شیشه
از جمله مهمترین شاخصههای طراحی یک کوره: رساندن مواد اولیه به بالاترین دمای ممکنه در کمترین زمان ممکنه است. برای رسیدن به این هدف، پِرت و هدررفت حرارت باید به حداقل برسد تا با یک راندمان بالا مواد اولیه با بیشترین سرعت به دمای مورد نظر برسند. انتقال حرارت در یک کوره معمولا به دو روش تشعشع و انتقال حرارت همرفتی صورت میگیرد. معمولا تشعشع از شعلهی مشعل، گازهای حاصل از احتراق و حتی از دیواره و سقف داغ شده صورت میگیرد؛ در حالی که انتقال همرفتی فقط از طریق گازهای داغ بالای کوره انجام میپذیرد.
به جز کورههای ناپیوسته مانند کورهی بوتهای و کورههای الکتریکی ناپیوسته که در آن هر بار باید مواد اولیه تبدیل شده به مذاب تخلیه شود، در کورههای پیوسته خوراکدهی (فیدینگ) و برداشت (کشش) بصورت همزمان انجام میشود. در ادامه انواع کورههای به کار رفته در صنعت شیشه که از نوع پیوسته هستند را بررسی خواهیم کرد.
انواع کوره شیشه: کوره ریژنراتوری
در طراحی کورههای ریژنراتوری سعی شده تا هدررفت حرارت به کمترین مقدار ممکنه برسد؛ به این ترتیب که در یک سیکل، گازهای حاصل از احتراق پس از انتقال حرارت خود به مواد اولیه و مذاب از محفظههایی به نام ریژنراتور میگذرند و حرارت خود را به آجرهایی مشبک به نام چکر میدهند و در سیکل بعدی جای مشعلها عوض شده و هوای احتراق با عبور از چکرها پیشگرم شده و به مشعلها میرسد. به این ترتیب حرارت گازهای حاصل از احتراق برای پیشگرم کردن هوای احتراق مورد استفاده قرار میگیرد و به این ترتیب راندمان حرارتی بالا میرود.
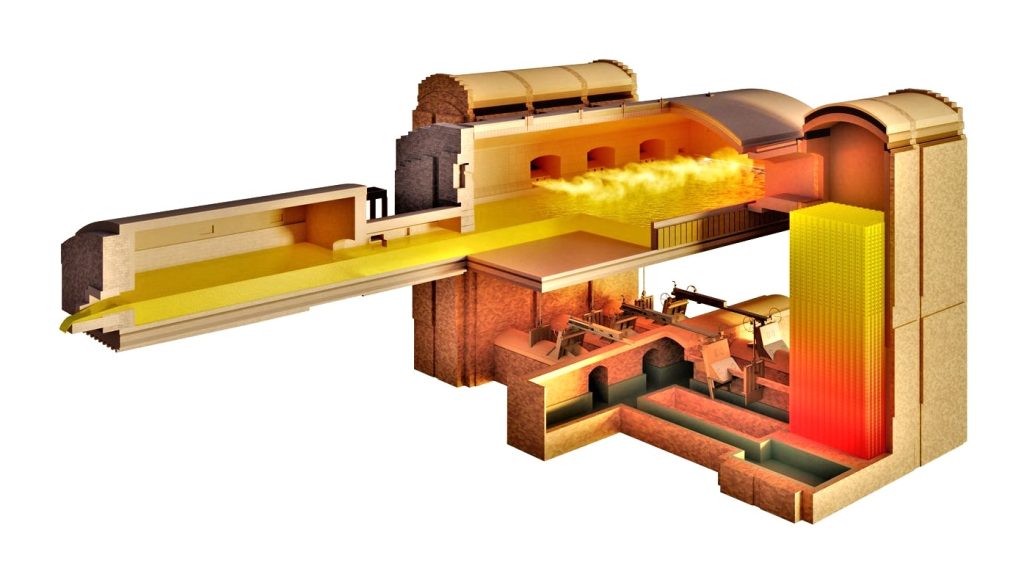
به زبانی سادهتر در کورههای ریژنراتوری، علاوه بر کوره، دو اتاقک نیز در طرفین کوره در نظر گرفته شده تا حرارت گازهای حاصل از احتراق جذب شود. در حالی که یکی از این اتاقکها توسط گاز حاصل از احتراق در حال گرم شدن است، دیگری در حال انتقال حرارت خود به هوای احتراق است.
این یعنی در سیکل اول هوای محیط که پس از انتقالش توسط فنهای احتراق به ریژنراتور هوای احتراق نامیده میشود، ابتدا از آجرهای مشبکی به نام چکر گذر کرده و پیشگرم میشود، سپس به سطح کوره رسیده و با مشعل ترکیب شده و مذاب و مواد اولیه را گرم میکند. در مرحلهی بعد گازهای حاصل از احتراق با عبور از میان آجرهای چکر آنها را گرم کرده و در نهایت با عبور از یک کانال میانی از طریق دودکش از محیط خارج میشوند. در سیکل دوم تمام این فرآیند بصورت عکس و از ریژنراتور دیگر شروع میشود. این سیکلها معمولا 20 تا در نهایت 30 دقیقه طول میکشد.
ریژنراتور با ذخیرهکردن گرمای خروجی، راندمان فرآیند را بالاتر برده و هوای احتراق را تا حدود بیش از 1400 درجه سانتیگراد بالا میبرد. به دلیل هزینههای بالای ساخت و نگهداری، این نوع کوره فقط در ظرفیتهای بسیار بالا صرفهی اقتصادی دارد. معمولا این نوع کوره فقط برای تولید شیشههای مظروف و تخت رایج است. شاید جالب باشد بدانید که با به کارگیری بهترین ساختار، ایزولهسازی و مواد همچنان بازده حرارتی کورههای مدرن 40 درصد است. از 60 درصد اتلاف حرارتی کوره 30 درصد مربوط به ساختمان کوره و 30 درصد مربوط به حرارت از دست رفتهی گازهای حاصل از احتراق است.
معمولا کورههای ریژنراتوری به دو نوع پشتگذر و پهلوگذر تقسیم میشوند. در ادامه این دو نوع کوره را تشریح کرده و با هم مقایسه میکنیم.
کورههای ریژنراتوری پشتگذر
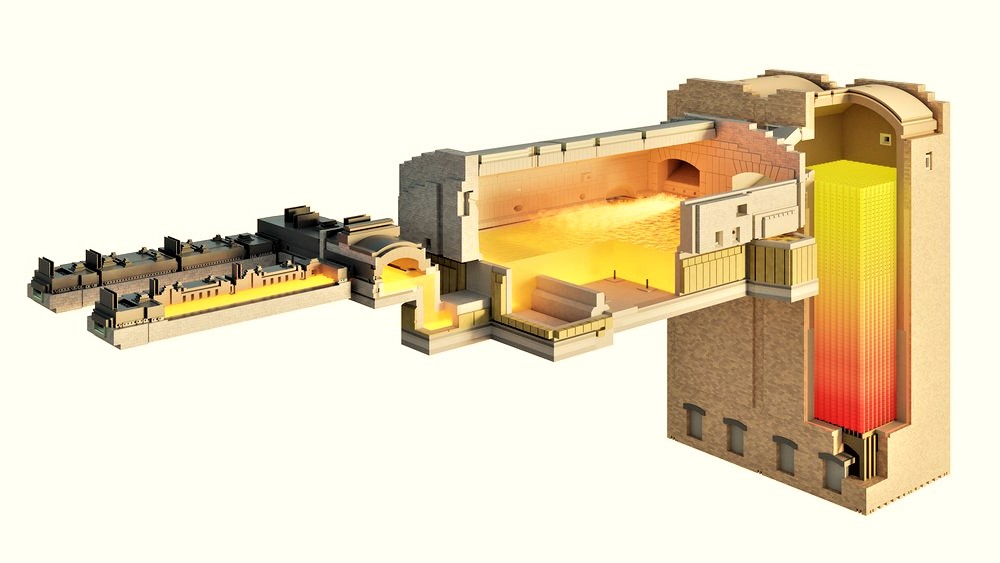
در این نوع کورهها اتاقکهای ریژنراتور در کنار یکدیگر و قبل از کوره قرار میگیرند. به همان شکل که در بالا توضیح داده شد، هوای احتراق پیشگرم شده و با ترکیب شدن با سوخت، هوای لازم برای سوزاندن مشعل را تامین میکند. سپس هوای حاصل از احتراق با یک چرخش 180 درجهای به ریژنراتور کناری رفته و پس از گرم کردن چکرها از دودکش خارج میشود. بر خلاف کورههای پهلوگذر که در آن مواد اولیه از پشت و یا قسمت آغازین کوره وارد کوره میشود، در این نوع کوره مواد اولیه از طرفین قسمت ابتدایی کوره وارد آن میشود. معمولا از این نوع کورهها برای تولید محصولات شیشهای نظیر بطریها، ظرفها، لوازم آشپزخانه و فیبر شیشهای استفاده میشود.
از جمله مزایای این کوره میتوان به مصرف انرژی پایین، مقادیر پایین انتشار آلودگی، انعطاف بالا در صورت بروز تغییرات باری و طول عمر بالا اشاره کرد. از طرف دیگر بزرگترین عیب این نوع کوره محدودیت ظرفیتی آن است؛ از آنجایی که مشعلها در ضلع کوچکتر کوره یعنی در ابتدای آن قرار میگیرند، تعداد مشعلهای به کارگرفته شده و طول شعلهی آنها دارای یک محدودیت است. ظرفیت معمول این کورهها 30 تا 500 تن در روز است.
توجه داشته باشید که منظور از گذر همان دهانههای طاقچه مانندی است که ورودی کوره به ریژنراتور است.
کورههای ریژنراتوری پهلوگذر
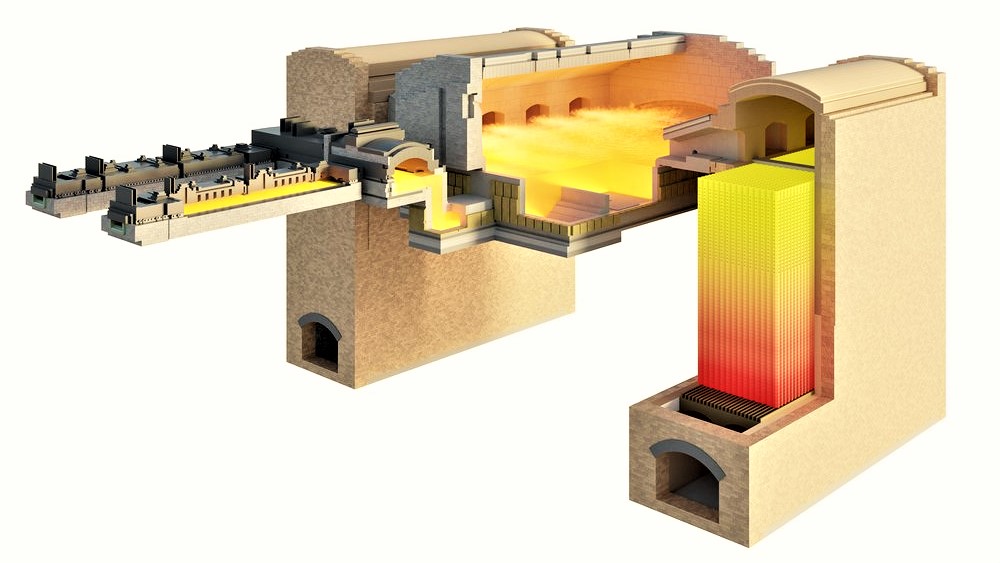
در این نوع کوره ریژنراتور و گذرهایش در طرفین کوره قرار میگیرد. تعداد گذرها بسته به ظرفیت کوره متفاوت خواهد بود. در این نوع کوره امکان بالابردن گذرها وجود داشته و به همین دلیل امکان استفاده از مشعلهای بیشتر را دارد. در نتیجه با وجود اطلاف حرارت ظرفیت این نوع کوره بالاتر از نوع پشتگذر است. تغذیهی مواد اولیه به این نوع کوره از پشت کوره انجام میشود.
در کل کوره ریژنراتوری پشتگذر انتخابی بهتر در ظرفیتهای پایینتر است و بیشتر برای تولید ظروف شیشهای از آن استفاده میشود. به دلیل تماس طولانیتر حرارت با مذاب کورههای پشتگذر راندمان سوخت بهتری در مقایسه با کورههای پهلو گذر دارند. همچنین ساخت آن نیز نسبت به نوع پهلوگذر آسانتر بوده و به همین دلیل در ظرفیتهای پایین برای تولید شیشهی ظروف انتخاب بهتری از نوع پهلوگذر است.
با وجود اینکه ظرفیت ذوب کورهی پشتگذر از 20 تا 500 تن در روز میتواند باشد؛ در ظرفیتهای بالاتر از 80 تن در روز، استفاده از کورههای پشتگذر توصیه نمیشود. در کل یک کورهی پهلوگذر با دوامتر بوده و عمر بالاتری خواهد داشت. درست است که در ابتدای راهاندازی کوره پشتگذر راندمان سوختی بالاتری از پهلوگذر دارد ولی در انتهای عمرش به دلیل خوردگی بالاتر، این راندمان حتی پایینتر از پهلو گذر هم خواهد شد. همچنین سطح مقطع بالاتر شبکه بازیابی گرما در نوع پهلوگذر باعث شده احتراق با ثباتتری داشته باشیم.
در ادامه به مزایا و معایب کورههای پشتگذر و پهلوگذر پرداختهایم:
کورهی پشت گذر
- مزایا
- انعطاف پذیری بالاتر
- قیمت ساخت پایینتر
- مصرف انرژی پایینتر
- نوع شیشه
- سودالایم
- محصولات
- شیشه مظروف
- ظرفیت
- 20 تا 450 تن در روز
کوره پهلوگذر
- مزایا
- ظرفیتی بالاتر از 500 تن در روز
- دوام و عمر بیشتر
- کیفیت بالاتر در بلند مدت
- نوع شیشه
- سودالایم
- محصولات
- شیشه ظروف و تخت
- ظرفیت
- 200 تا 1200 تن در روز
کورههای ریکوپراتوری
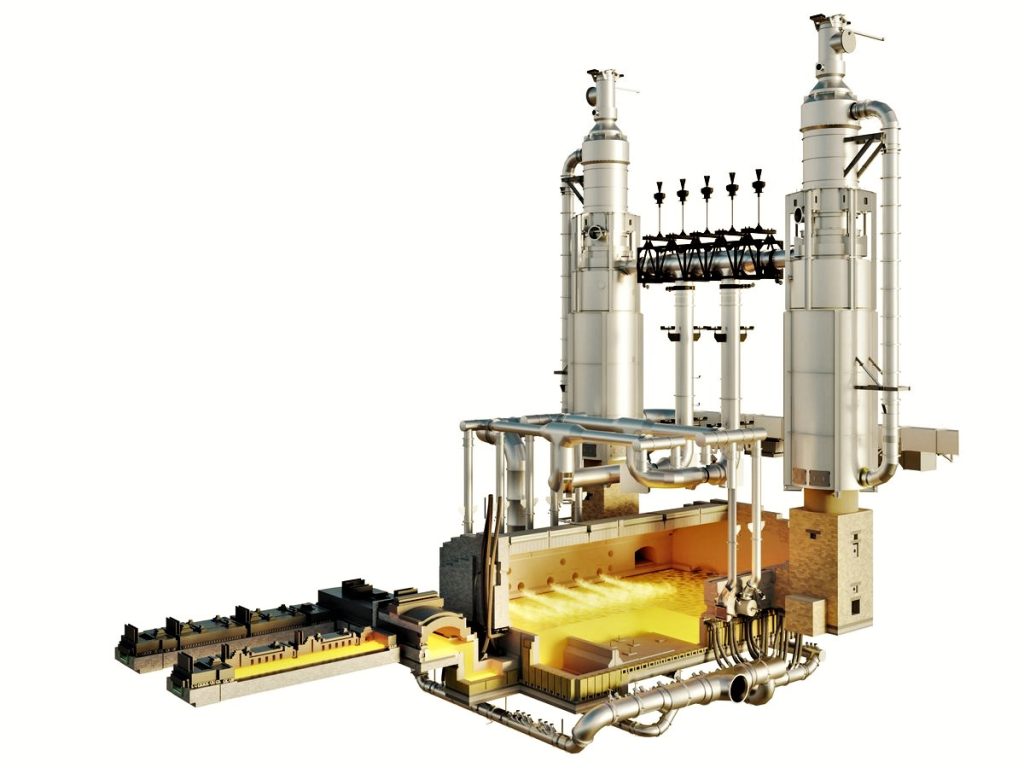
در این نوع کوره به جای استفاده از یک ریژنراتور با ساختمانی از آجرهای نسوز از ریکوپراتور؛ یک مبدل گرمایی که هوای سرد احتراق را بصورت پیوسته با گازهای حاصل از احتراق گرم میکند، استفاده میشود. اغلب ریکوپراتورهای استفاده شده از فولاد ساخته شدهاند و میتوانند دمای هوای احتراق را به 750 درجه سانتیگراد برسانند.
در دنیا دو نوع کورهی ریکوپراتوری پوستهای (Double Shell) و قفس لولهای (Tube Cage) به کار گرفته میشود.
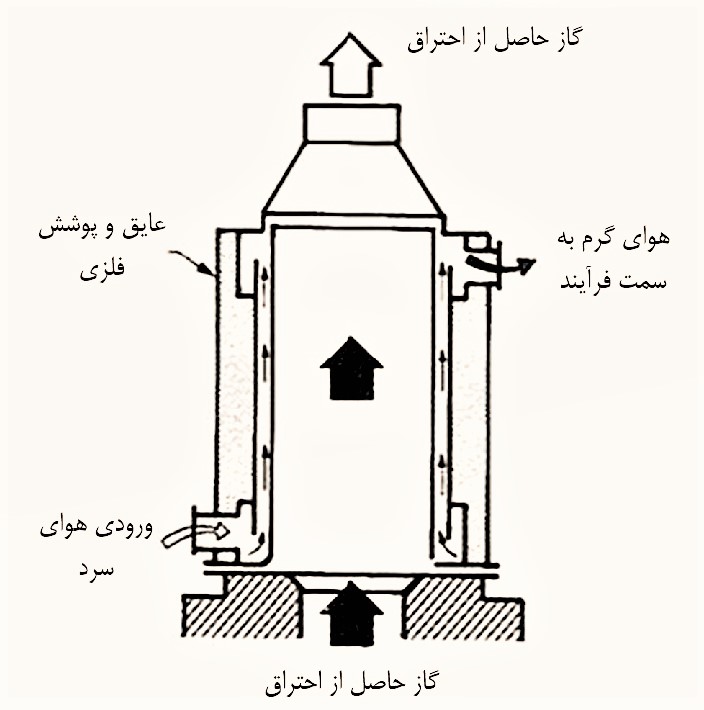
کوره ریکوپراتور دو پوستهای
در این نوع کوره بازیابی حرارت توسط ریکوپراتور دو پوستهای انجام میشود. این نوع ریکوپراتور متشکل از دو لولهی هممرکز است. مطابق شکل زیر گازهای حاصل از احتراق از میانِ لولهی درونی گذشته و هوای احتراق از فضای بین لولهی درونی و خروجی میگذرد. هوای احتراق تشعشع حرارتی گازهای حاصل از احتراق را دریافت کرده و به محدودهی دمایی مابین 450 تا 650 درجه سانتیگراد میرسد. این نوع ریکوپراتور برای کورههای کوچک ظرفیت پایین در محدودهی 50 تن در روز به کار میرود.
کوره ریکوپراتور قفس لولهای
ادامه دارد….
سلام چطور میتونم یه کوره ی کوچیک خونگی بسازم؟
به زودی یک پست در این مورد به اشتراک میزاریم.
دنبال شرکتی با تجربه برای طراحی و اجرای ساخت کوره برای تولید شیشه از سنگ سیلیس هستم با تناژ روزانه 250تن )مواد اولیه شیشه
با سلام، با شماره 09138568304 مهندس محمدی تماس بگیرید.
دیدگاهها بسته شدهاند.